
Full resolution (JPEG) - On this page / på denna sida - H. 3. 17 januari 1956 - Sandwichkonstruktioner med cellkärnor av aluminium, av Bryan R Noton
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
40
TEKNISK TIDSKRIFT
tuella återljud från upplagspunkterna. En väl
limmad yta frambringar en klar hård ton, medan
en sämre ger en dovare klang och dämpar
hammarens återstuds.
Ett annat provningssätt, som i ganska stor
utsträckning tillämpas, är tillverkning av ett antal
små sandwichpaneler jämsides med varje stor
sådan. Dessa små paneler är avsedda för
brott-prov, och provresultaten visar limkvaliteten hos
den färdiga produkten. Den fastställs lämpligen
med följande typer av prov:
dragprov, varvid spänningen införs vinkelrätt
mot täckplåten;
fläkningsprov, vid vilket täckplåten fläks från
kärnan genom att dess ena ände sätts fast på en
trumma med 10 cm diameter, som vrids med en
viss kraft; denna ger ett mått på limmets
fläk-ningsstyrka (fig. 14);
utmattningsprov genom att t.ex. en balk, fast
inspänd i en ände, utsätts för en växlande
spänning, som motsvarar ca 40 % av den statiska
brottgränsen.
Ett högt värde vid dragprovet visar i allmänhet
en spröd limning, medan ett högt fläkningsvärde
är tecken på en stark limning. I alla händelser
bör man vid omsorgsfull limning erhålla relativt
höga värden vid alla de nämnda proven.
Det är också möjligt att delvis kontrollera
täckplåtarnas limning med ett förfarande som
kallas "button test". Denna metod har visat sig
vara lämplig vid kontroll av de delar, som anses
bli utsatta för hög påkänning, men den är
tidsödande. "Knappen" sätts fast temporärt med lim
på täckplåten. En spänning införs genom ett i
knappen gängat öra, som åstadkommer en drag-
spänning vinkelrätt mot täckplåten. Den
uppskattas med en kalibrerad fjäder eller ett
tryck-luftsystem sedan kända belastningar anbringats.
Efter lämplig kalibrering på en viss
sandwichkonstruktion med cellkärna kan minsta tillåtna
värde för instrumentet bestämmas och användas
vid icke förstörande provning.
I USA används en inspektionsmetod med
resonans, vilken framkallas av ljudvibrationer. Ett
stöd för panelerna är arrangerat över en
högtalare, som har en elektronisk ljudkälla. Denna
kan ge 16—50 000 Hz. Sand sprids sedan över
panelen, och vid en viss frekvens börjar sanden att
hoppa och röra sig från den yta, under vilken
cellkärnan icke är ordentligt fogad till
täckplåten.
En av de senaste metoderna för liminspektion
har utvecklats i Storbritannien. Vid den används
ett elektroniskt arbetande vakuumsystem.
Apparaten har visat sig vara lätthanterlig3. En
sug-kopp placeras över det område som skall
kontrolleras, varefter luften under den evakueras
med en vakuumpump. Täckplåtens deformation
mäts med ett rörligt stift, som är centralt beläget
mellan tre fixerade stöd. Denna apparat kan med
fördel användas för kontroll av både konkava
och konvexa täckplåtar endast genom en
justering av det rörliga stiftet. God eller dålig limning
indikeras med grönt resp. rött ljus.
Flera andra sätt att prova limningen används;
bl.a. bör nämnas den franska limprovaren
Aero-sonic som har ett system med ultraljud15. Två
typer av detta instrument finns, en för
inspektion av paneler, åtkomliga från båda sidor, och
en annan för undersökning av blindväggar. Detta
instrument har hittills bara använts för kontroll
av limning av metallplåtar, men är nu under
utveckling för användning på
sandwichkonstruktioner.
En del av de nämnda inspektionsinstrumenten
är lämpliga icke endast omedelbart efter
tillverkning av detaljer utan också för regelbundna
inspektioner under deras livstid. Detta är av stor
betydelse särskilt för flygplanindustrin.
Instrumentens utveckling bör kunna minska
produktionskostnaderna för detaljer i
sandwichkonstruktioner, enär de tillåter en viss prutning
av fordringarna på detaljerna vid tillverkningen.
Det är för närvarande viktigast att
utomordentligt omsorgsfullt kontrollera varje litet steg vid
tillverkningen, t.ex. riktig rengöring, tjocklek
och jämnhet av det primära och slutliga
limskiktet, limtemperatur, tryck och tid etc.
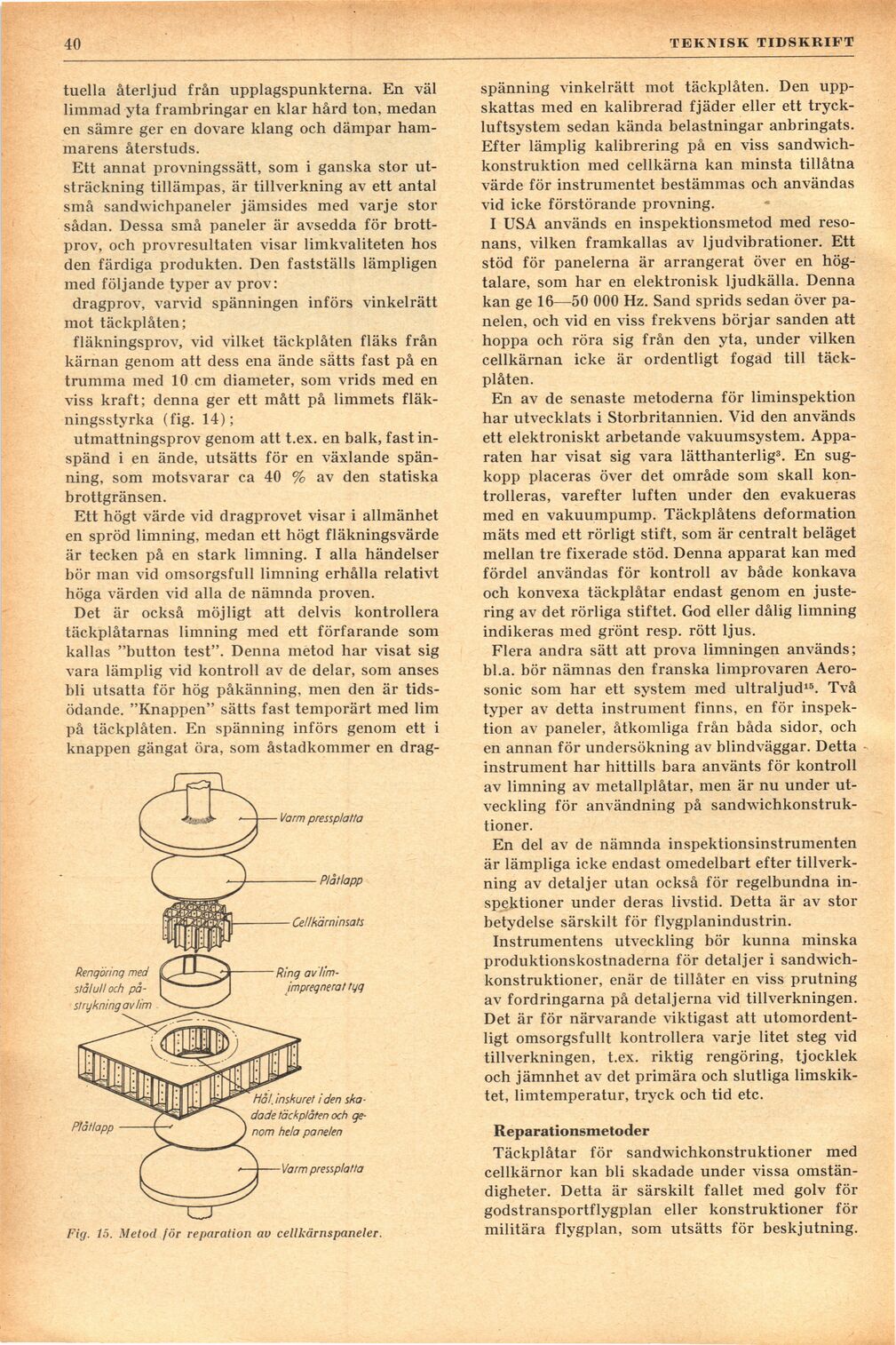
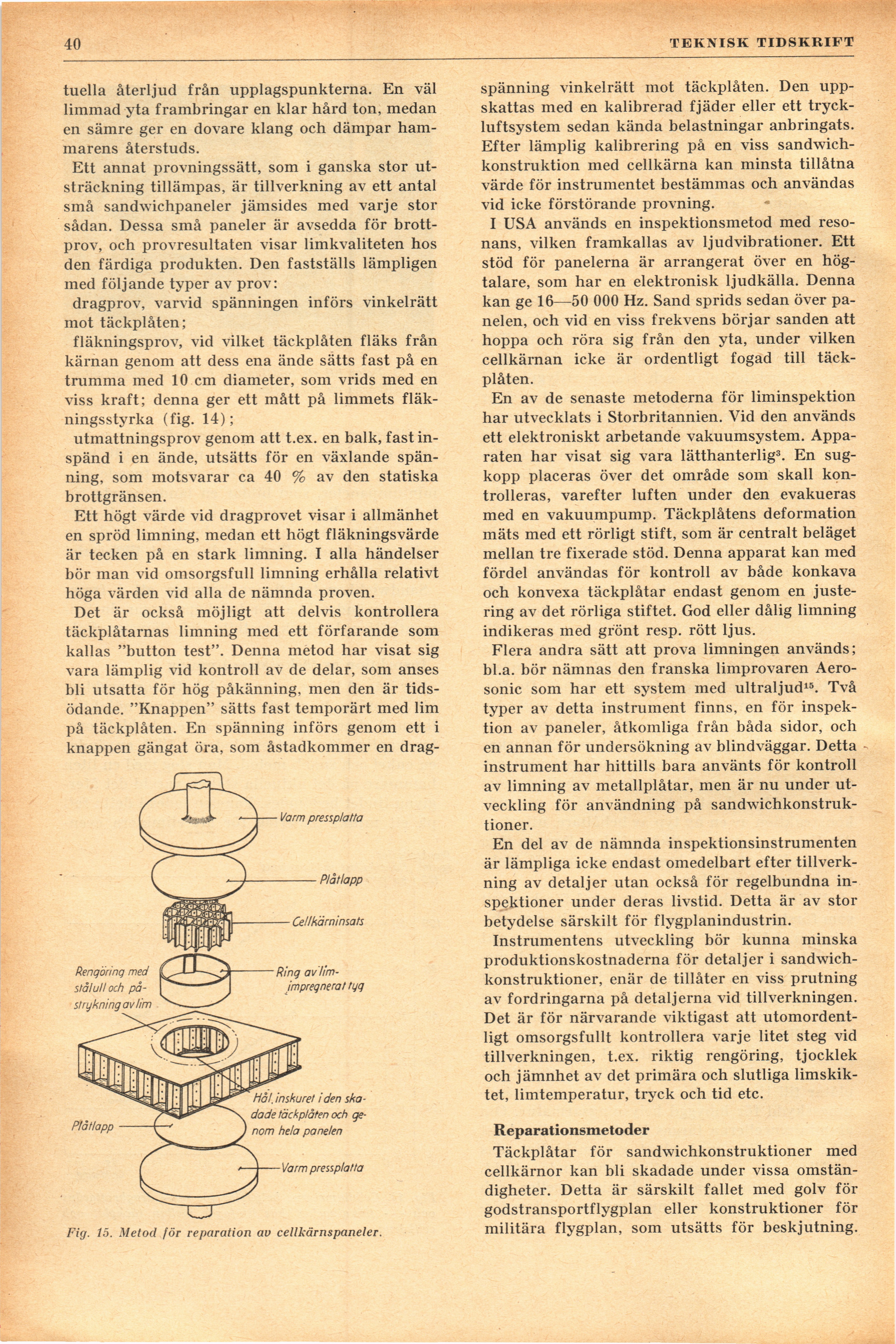
Reparationsmetoder
Täckplåtar för sandwichkonstruktioner med
cellkärnor kan bli skadade under vissa
omständigheter. Detta är särskilt fallet med golv för
godstransportflygplan eller konstruktioner för
militära flygplan, som utsätts för beskjutning.
Fig. 15. Metod för reparation av cellkärnspaneler.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}