
Full resolution (JPEG) - On this page / på denna sida - H. 26. 26 juni 1956 - Tillverkning av spånskivor enligt Behr-metoden, av Hans-Heinrich Fickler
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 juni 1956
609
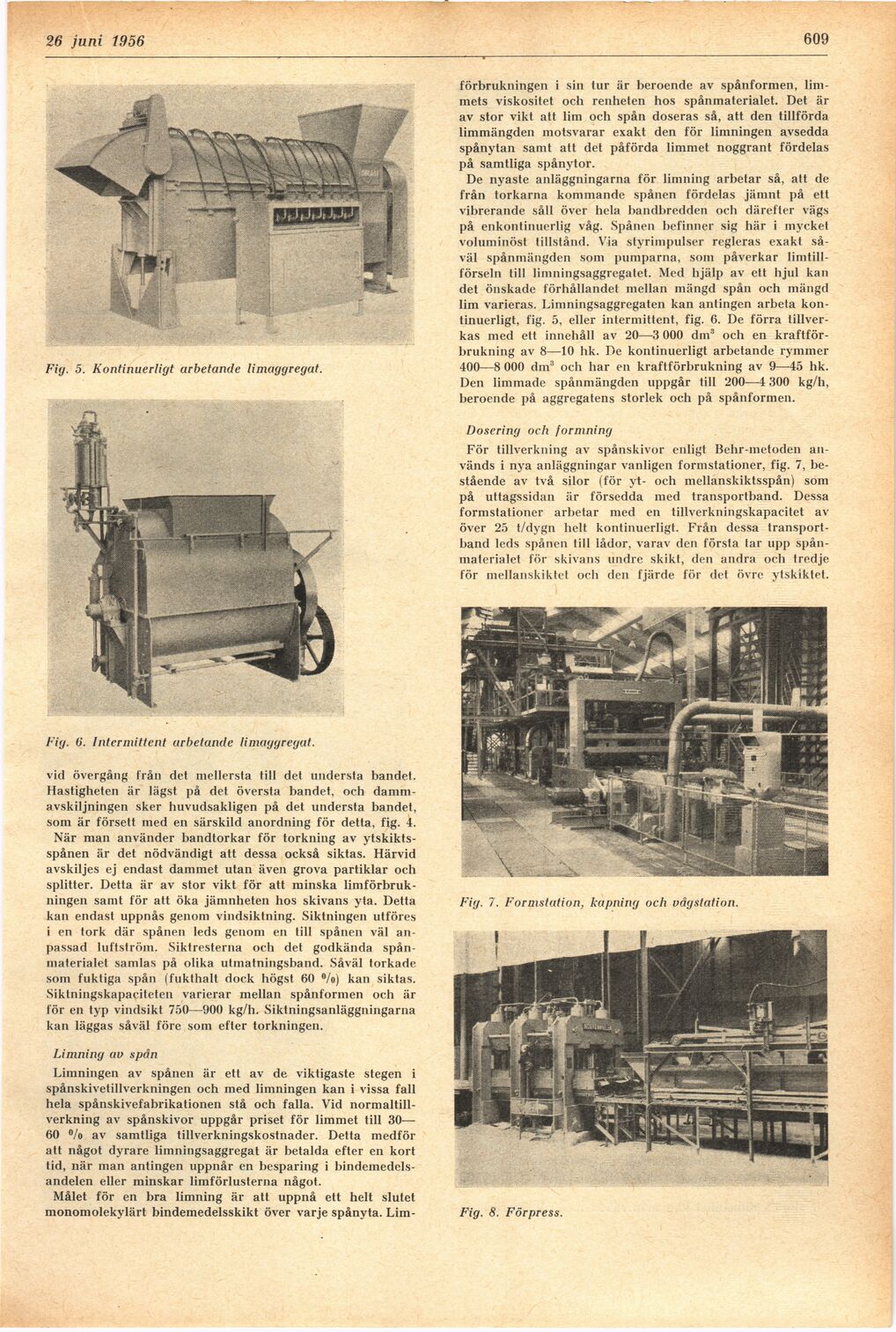
Fig. 5. Kontinuerligt arbetande limaggregat.
Fig. 6. Intermittent arbetande limaggregat.
vid övergång från det mellersta till det understa bandet.
Hastigheten är lägst på det översta bandet, och
damm-avskiljningen sker huvudsakligen på det understa bandet,
som är försett med en särskild anordning för detta, fig. 4.
När man använder bandtorkar för torkning av
ytskikts-spånen är det nödvändigt att dessa också siktas. Härvid
avskiljes ej endast dammet utan även grova partiklar och
splitter. Detta är av stor vikt för att minska
limförbrukningen samt för att öka jämnheten hos skivans yta. Detta
kan endast uppnås genom vindsiktning. Siktningen utföres
i en tork där spånen leds genom en till spånen väl
anpassad luftström. Siktresterna och det godkända
spån-materialet samlas på olika utmatningsband. Såväl torkade
som fuktiga spån (fukthalt dock högst 60 °/o) kan siktas.
Siktningskapaciteten varierar mellan spånformen och är
för en typ vindsikt 750—900 kg/h. Siktningsanläggningarna
kan läggas såväl före som efter torkningen.
Limning av spån
Limningen av spånen är ett av de viktigaste stegen i
spånskivetillverkningen och med limningen kan i vissa fall
hela spånskivefabrikationen stå och falla. Vid
normaltillverkning av spånskivor uppgår priset för limmet till 30—
60 »/o av samtliga tillverkningskostnader. Detta medför
att något dyrare limningsaggregat är betalda efter en kort
tid, när man antingen uppnår en besparing i
bindemedelsandelen eller minskar limförlusterna något.
Målet för en bra limning är att uppnå ett helt slutet
monomolekylärt bindemedelsskikt över varje spånyta. Lim-
förbrukningen i sin tur är beroende av spånformen,
limmets viskositet och renheten hos spånmaterialet. Det är
av stor vikt att lim och spån doseras så, att den tillförda
limmängden motsvarar exakt den för limningen avsedda
spånytan samt att det påförda limmet noggrant fördelas
på samtliga spånytor.
De nyaste anläggningarna för limning arbetar så, att de
från torkarna kommande spånen fördelas jämnt på ett
vibrerande såll över hela bandbredden och därefter vägs
på enkontinuerlig våg. Spånen befinner sig här i mycket
voluminöst tillstånd. Via styrimpulser regleras exakt
såväl spånmängden som pumparna, som påverkar
limtillförseln till limningsaggregatet. Med hjälp av ett hjul kan
det önskade förhållandet mellan mängd spån och mängd
lim varieras. Limningsaggregaten kan antingen arbeta
kontinuerligt, fig. 5, eller intermittent, fig. 6. De förra
tillverkas med ett innehåll av 20—3 000 dm3 och en
kraftförbrukning av 8—10 hk. De kontinuerligt arbetande rymmer
400—8 000 dm3 och har en kraftförbrukning av 9—45 hk.
Den limmade spånmängden uppgår till 200—4 300 kg/h,
beroende på aggregatens storlek och på spånformen.
Dosering och formning
För tillverkning av spånskivor enligt Behr-metoden
används i nya anläggningar vanligen fornistationer, fig. 7,
bestående av två silor (för yt- och mellanskiktsspån) som
på uttagssidan är försedda med transportband. Dessa
formstationer arbetar med en tillverkningskapacitet av
över 25 t/dygn helt kontinuerligt. Från dessa
transport-band leds spånen till lådor, varav den första tar upp
spånmaterialet för skivans undre skikl, den andra och tredje
för mellanskiktet och den fjärde för det övre ytskiktet.
Fig. 7. Formstation, kapning och vågstation.
Fig. 8. Förpress.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}