
Full resolution (JPEG) - On this page / på denna sida - H. 44. 27 november 1956 - Andras erfarenheter - Odling av talgträdet i USA, av SHl - Flusslöst lod för aluminium, av SHl - Ventil för noggrann flödesreglering, av SHl - Kärnlös induktionsugn för lågfrekvens, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20 november 1956
1039
Odling av talgträdet i USA. I flera amerikanska städer
har man planterat kinesiska talgträd (Sapium sebiferum)
som prydnad. Bl.a. i Houston är de nu 8—9 m höga och
ger årligen 11—23 kg nötter per träd. Nötterna är
omgivna av ett talgskikt som i Kina och Japan tillvaratas och
utnyttjas i tvåltillverkningen. Av fröna kan man erhålla
en olja som används till läcker.
Redan 1947 undersöktes talgträdets frukter i USA med
syfte att utnyttja dem industriellt. Man fann att de
innehåller ca 20 °/o olja, 24 %> talg, 8 °/o fiber och 36 °/o skal.
I fettet ingår såväl mättade som omättade fettsyror vilket
är nytt för en frukt. Man håller nu på med
förädlingsförsök i syfte att öka fruktsättningen och nötternas
storlek. De största svårigheterna erbjuder skörden.
Man tror att utvecklingen av kontinuerlig extraktion i
slutet system skall underlätta bearbetningen av frukterna
från det kinesiska talgträdet. Talgen måste skiljas från
innan nötterna krossas för att de mättade och omättade
komponenterna inte skall blandas. Detta utförs genom
extraktion med n-hexan. När skalet knäckts krossas kärnan
och extraheras med trikloretan. Den olja, som härvid
utvinns, är torkande. Återstoden kan användas till
kvävegödsel men inte till kreatursfoder (Industrial &
Engineering Chemistry juli 1956 s. 13 A). SHl
Flusslöst lod för aluminium. Det har visat sig att man
kan löda aluminium med zink-blylegeringar utan
användning av flussmedel eller avlägsnande av oxidhinnan på
annat sätt. De hittills använda loden har följande egenskaper:
Sammansättning i °/«
Brottgräns Smältpunkt
Zn Pb Sn Al Cu kp/cm2 °C
90,0 7,0 3,0 700 260
87,0 5,6 2,4 5,0 — 1750 320
85,0 1.4 0,6 8,0 5,0 3 500 430
Aluminium gör legeringen finkornig, och koppar ökar
dess hållfasthet. Orsaken till att dessa lod kan användas
utan flussmedel tros vara att de tränger genom porer i
oxidhinnan på grund av en kapilläreffekt. De uppges
nämligen ge mycket goda fogar, vilket visar att lodet binder
direkt vid metalliskt aluminium. Med zinkblylod belagda
ytor kan tennlödas. Loden kan användas även för zink
och varmförzinkat eller aluminerat stål. Aluminiumfolier
kan lödas med det mest lättsmälta lodet.
Bly har mycket liten löslighet i zink varför man måst
lösa problemet att framställa zink-blylegeringar med
relativt stor hållfasthet. I allmänhet är dessa mycket spröda
vid rumstemperatur, och en zinklegering, innehållande
bara några procent bly, kan t.o.m. falla sönder till pulver.
Det har emellertid visat sig att klorvätesyra ökar zinks och
blys blandbarhet. Vid lodens tillverkning inför man
därför syra i zink-blysmältan, absorberad i ett poröst fast
material. Syran kokar bort men lär härvid möjliggöra
framställning av zink-blylegeringar med upp till 18 °/o Pb
(S Freedman i Iron Age 1 mars 1956 s. 71—73). SHl
Ventil för noggrann flödesreglering. Ofta behöver man
reglera ett vätskeflöde mycket noggrant inom ett ganska
litet område. Regleringsventiler är vanligen avsedda för ett
största och minsta flöde i förhållandet 20 : 1. Om det
önskade flödet behöver regleras bara i förhållandet 1,5 :2,
kommer en sådan ventil att arbeta inom en mycket liten
del av sitt inställningsområde varigenom regleringens
noggrannhet blir liten därför att en liten ändring av
ventilläget ger en stor ändring av vätskeflödet. Särskilt manuell
reglering blir svår.
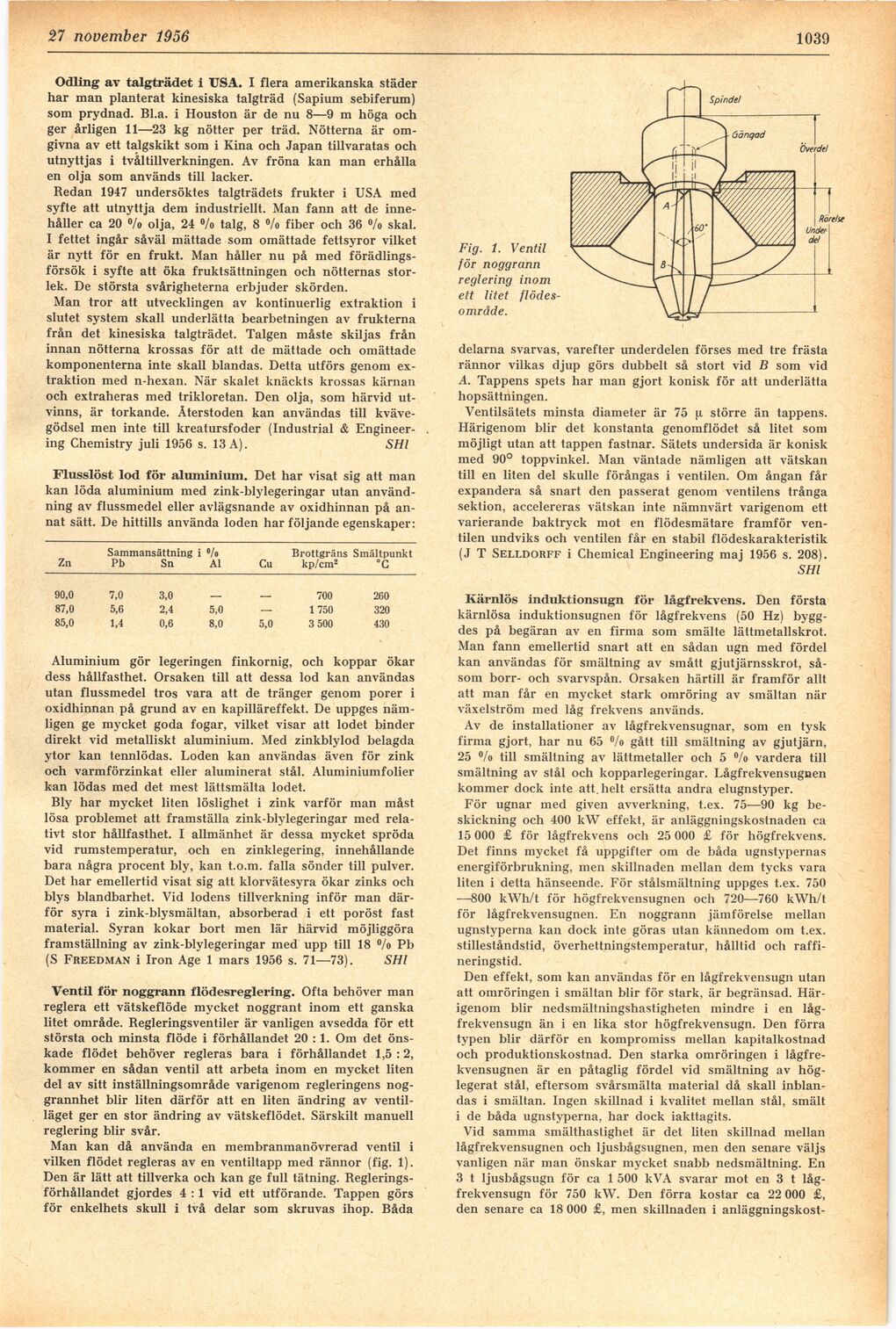
Man kan då använda en membranmanövrerad ventil i
vilken flödet regleras av en ventiltapp med rännor (fig. 1).
Den är lätt att tillverka och kan ge full tätning.
Regleringsförhållandet gjordes 4 : 1 vid ett utförande. Tappen görs
för enkelhets skull i två delar som skruvas ihop. Båda
Fig. 1. Ventil
för noggrann
reglering inom
ett litet
flödes-område.
delarna svarvas, varefter underdelen förses med tre frästa
rännor vilkas djup görs dubbelt så stort vid B som vid
A. Tappens spets har man gjort konisk för att underlätta
hopsättningen.
Ventilsätets minsta diameter är 75 fi större än tappens.
Härigenom blir det konstanta genomflödet så litet som
möjligt utan att tappen fastnar. Sätets undersida är konisk
med 90° toppvinkel. Man väntade nämligen att vätskan
till en liten del skulle förångas i ventilen. Om ångan får
expandera så snart den passerat genom ventilens trånga
sektion, accelereras vätskan inte nämnvärt varigenom ett
varierande baktryck mot en flödesmätare framför
ventilen undviks och ventilen får en stabil flödeskarakteristik
(J T Selldorff i Chemical Engineering maj 1956 s. 208).
SHl
Kärnlös induktionsugn för lågfrekvens. Den första
kärnlösa induktionsugnen för lågfrekvens (50 Hz)
byggdes på begäran av en firma som smälte lättmetallskrot.
Man fann emellertid snart att en sådan ugn med fördel
kan användas för smältning av smått gjutjärnsskrot,
såsom borr- och svarvspån. Orsaken härtill är framför allt
att man får en mycket stark omröring av smältan när
växelström med låg frekvens används.
Av de installationer av högfrekvensugnar, som en tysk
firma gjort, har nu 65 %> gått till smältning av gjutjärn,
25 °/o till smältning av lättmetaller och 5 °/o vardera till
smältning av stål och kopparlegeringar. Lågfrekvensugnen
kommer dock inte att. helt ersätta andra elugnstyper.
För ugnar med given avverkning, t.ex. 75—90 kg
beskickning och 400 kW effekt, är anläggningskostnaden ca
15 000 £ för lågfrekvens och 25 000 £ för högfrekvens.
Det finns mycket få uppgifter om de båda ugnstypernas
energiförbrukning, men skillnaden mellan dem tycks vara
liten i detta hänseende. För stålsmältning uppges t.ex. 750
—800 kWh/t för högfrekvensugnen och 720—760 kWh/t
för lågfrekvensugnen. En noggrann jämförelse mellan
ugnstyperna kan dock inte göras utan kännedom om t.ex.
stilleståndstid, överhettningstemperatur, hålltid och
raffineringstid.
Den effekt, som kan användas för en lågfrekvensugn utan
att omröringen i smältan blir för stark, är begränsad.
Härigenom blir nedsmältningshastigheten mindre i en
lågfrekvensugn än i en lika stor högfrekvensugn. Den förra
typen blir därför en kompromiss mellan kapitalkostnad
och produktionskostnad. Den starka omröringen i
lågfrekvensugnen är en påtaglig fördel vid smältning av
hög-legerat stål, eftersom svårsmälta material då skall
inblandas i smältan. Ingen skillnad i kvalitet mellan stål, smält
i de båda ugnstyperna, har dock iakttagits.
Vid samma smälthastighet är det liten skillnad mellan
lågfrekvensugnen och ljusbågsugnen, men den senare väljs
vanligen när man önskar mycket snabb nedsmältning. En
3 t ljusbågsugn för ca 1 500 kVA svarar mot en 3 t
lågfrekvensugn för 750 kW. Den förra kostar ca 22 000 £,
den senare ca 18 000 £, men skillnaden i anläggningskost-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}