
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 28 - Djupfrysningsindustrin, av Tore Lauritzson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
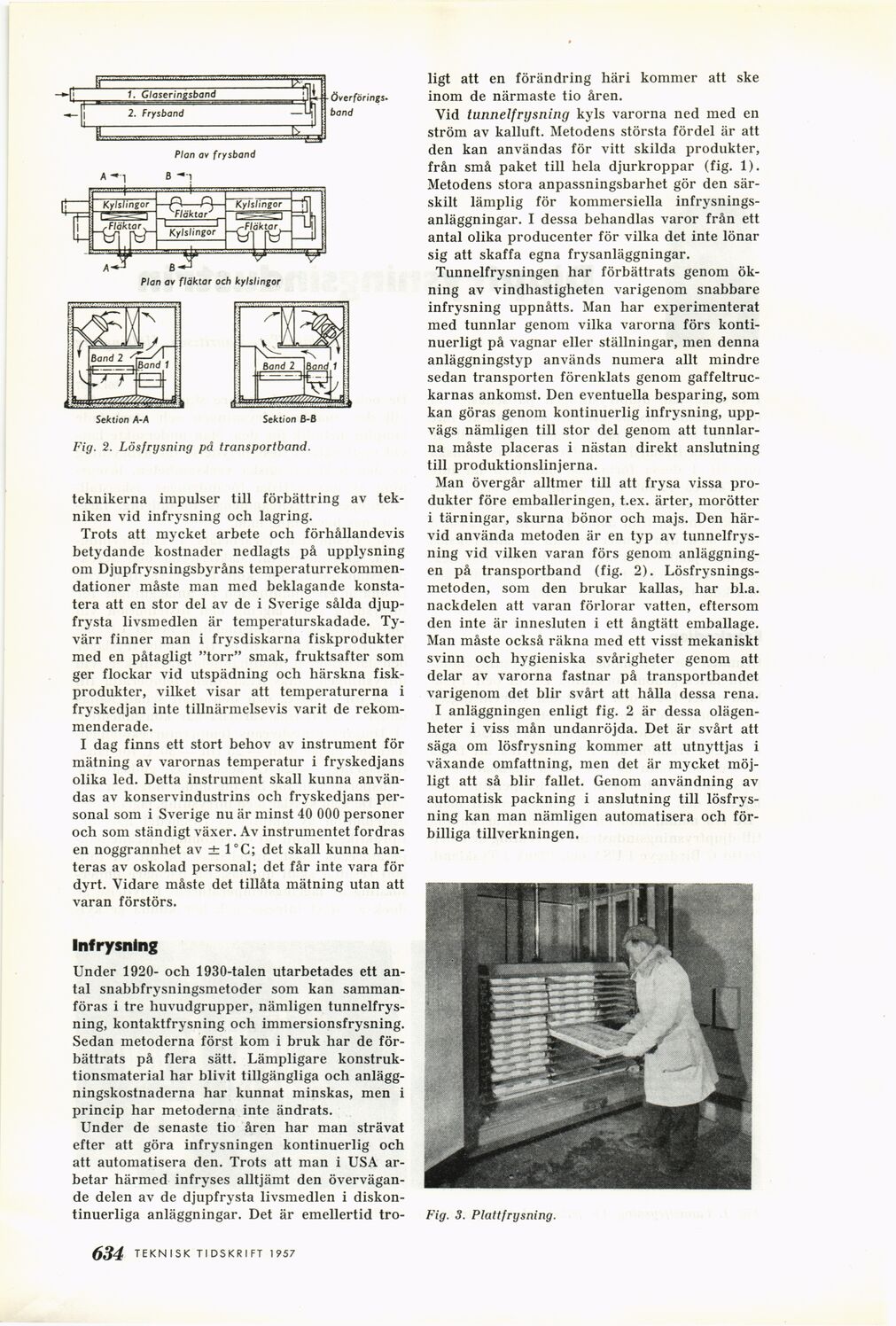
Fig. 2. Lösfrysning på transportband.
teknikerna impulser till förbättring av
tekniken vid infrysning och lagring.
Trots att mycket arbete och förhållandevis
betydande kostnader nedlagts på upplysning
om Djupfrysningsbyråns
temperaturrekommendationer måste man med beklagande
konstatera att en stor del av de i Sverige sålda
djupfrysta livsmedlen är temperaturskadade.
Tyvärr finner man i frysdiskarna fiskprodukter
med en påtagligt "torr" smak, fruktsafter som
ger flockar vid utspädning och härskna
fiskprodukter, vilket visar att temperaturerna i
fryskedjan inte tillnärmelsevis varit de
rekommenderade.
I dag finns ett stort behov av instrument för
mätning av varornas temperatur i fryskedjans
olika led. Detta instrument skall kunna
användas av konservindustrins och fryskedjans
personal som i Sverige nu är minst 40 000 personer
och som ständigt växer. Av instrumentet fordras
en noggrannhet av ± 1°C; det skall kunna
hanteras av oskolad personal; det får inte vara för
dyrt. Vidare måste det tillåta mätning utan att
varan förstörs.
Infrysning
Under 1920- och 1930-talen utarbetades ett
antal snabbfrysningsmetoder som kan
sammanföras i tre huvudgrupper, nämligen
tunnelfrys-ning, kontaktfrysning och immersionsfrysning.
Sedan metoderna först kom i bruk har de
förbättrats på flera sätt. Lämpligare
konstruktionsmaterial har blivit tillgängliga och
anläggningskostnaderna har kunnat minskas, men i
princip har metoderna inte ändrats.
Under de senaste tio åren har man strävat
efter att göra infrysningen kontinuerlig och
att automatisera den. Trots att man i USA
arbetar härmed infryses alltjämt den
övervägande delen av de djupfrysta livsmedlen i
diskontinuerliga anläggningar. Det är emellertid tro-
ligt att en förändring häri kommer att ske
inom de närmaste tio åren.
Vid tunnelfrysning kyls varorna ned med en
ström av kalluft. Metodens största fördel är att
den kan användas för vitt skilda produkter,
från små paket till hela djurkroppar (fig. 1).
Metodens stora anpassningsbarhet gör den
särskilt lämplig för kommersiella
infrysnings-anläggningar. I dessa behandlas varor från ett
antal olika producenter för vilka det inte lönar
sig att skaffa egna frysanläggningar.
Tunnelfrysningen har förbättrats genom
ökning av vindhastigheten varigenom snabbare
infrysning uppnåtts. Man har experimenterat
med tunnlar genom vilka varorna förs
kontinuerligt på vagnar eller ställningar, men denna
anläggningstyp används numera allt mindre
sedan transporten förenklats genom
gaffeltruckarnas ankomst. Den eventuella besparing, som
kan göras genom kontinuerlig infrysning,
uppvägs nämligen till stor del genom att
tunnlarna måste placeras i nästan direkt anslutning
till produktionslinjerna.
Man övergår alltmer till att frysa vissa
produkter före emballeringen, t.ex. ärter, morötter
i tärningar, skurna bönor och majs. Den
härvid använda metoden är en typ av
tunnelfrys-ning vid vilken varan förs genom
anläggningen på transportband (fig. 2).
Lösfrysnings-metoden, som den brukar kallas, har bl.a.
nackdelen att varan förlorar vatten, eftersom
den inte är innesluten i ett ångtätt emballage.
Man måste också räkna med ett visst mekaniskt
svinn och hygieniska svårigheter genom att
delar av varorna fastnar på transportbandet
varigenom det blir svårt att hålla dessa rena.
I anläggningen enligt fig. 2 är dessa
olägenheter i viss mån undanröjda. Det är svårt att
säga om lösfrysning kommer att utnyttjas i
växande omfattning, men det är mycket
möjligt att så blir fallet. Genom användning av
automatisk packning i anslutning till
lösfrysning kan man nämligen automatisera och
förbilliga tillverkningen.
Fig. 3. Plattfrysning.
TEKNISK TIDSKRIFT 1957 5 77
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}