
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 35 - Induktionsvärmugnar för lågfrekvent ström, av Bo Estberger
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
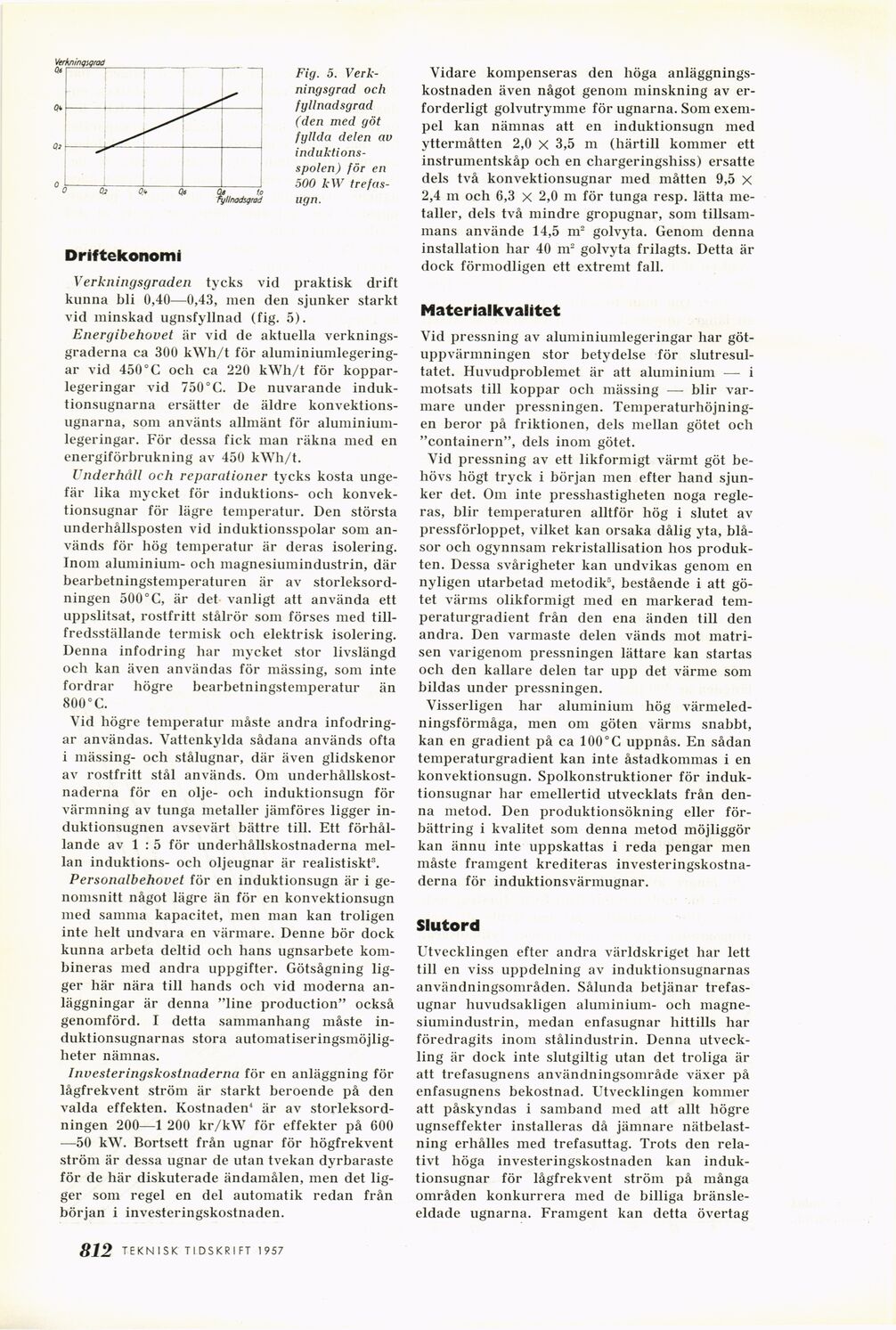
Fig. 5.
Verkningsgrad och
fyllnadsgrad
(den med göt
fyllda delen av [-induktionsspolen)-]
{+induktions-
spolen)+} för en
500 kW
trefasugn.
Driftekonomi
Verkningsgraden tycks vid praktisk drift
kunna bli 0,40—0,43, men den sjunker starkt
vid minskad ugnsfyllnad (fig. 5).
Energibehovet är vid de aktuella
verkningsgraderna ca 300 kWh/t för
aluminiumlegeringar vid 450° C och ca 220 kWh/t för
kopparlegeringar vid 750°C. De nuvarande
induk-tionsugnarna ersätter de äldre
konvektionsugnarna, som använts allmänt för
aluminium-legeringar. För dessa fick man räkna med en
energiförbrukning av 450 kWh/t.
Underhåll och reparationer tycks kosta
ungefär lika mycket för induktions- och
konvektionsugnar för lägre temperatur. Den största
underhållsposten vid induktionsspolar som
används för hög temperatur är deras isolering.
Inom aluminium- och magnesiumindustrin, där
bearbetningstemperaturen är av
storleksordningen 500°C, är det vanligt att använda ett
uppslitsat, rostfritt stålrör som förses med
tillfredsställande termisk och elektrisk isolering.
Denna infodring har mycket stor livslängd
och kan även användas för mässing, som inte
fordrar högre bearbetningstemperatur än
800°C.
Vid högre temperatur måste andra
infodringar användas. Vattenkylda sådana används ofta
i mässing- och stålugnar, där även glidskenor
av rostfritt stål används. Om
underhållskostnaderna för en olje- och induktionsugn för
värmning av tunga metaller jämföres ligger
in-duktionsugnen avsevärt bättre till. Ett
förhållande av 1 : 5 för underhållskostnaderna
mellan induktions- och oljeugnar är realistiskt3.
Personalbehovet för en induktionsugn är i
genomsnitt något lägre än för en konvektionsugn
med samma kapacitet, men man kan troligen
inte helt undvara en värmare. Denne bör dock
kunna arbeta deltid och hans ugnsarbete
kombineras med andra uppgifter. Götsågning
ligger här nära till hands och vid moderna
anläggningar är denna "line production" också
genomförd. I detta sammanhang måste
in-duktionsugnarnas stora
automatiseringsmöjlig-heter nämnas.
Investeringskostnaderna för en anläggning för
lågfrekvent ström är starkt beroende på den
valda effekten. Kostnaden4 är av
storleksordningen 200—1 200 kr/kW för effekter på 600
—50 kW. Bortsett från ugnar för högfrekvent
ström är dessa ugnar de utan tvekan dyrbaraste
för de här diskuterade ändamålen, men det
ligger som regel en del automatik redan från
början i investeringskostnaden.
Vidare kompenseras den höga
anläggningskostnaden även något genom minskning av
erforderligt golvutrymme för ugnarna. Som
exempel kan nämnas att en induktionsugn med
yttermåtten 2,0 X 3,5 m (härtill kommer ett
instrumentskåp och en chargeringshiss) ersatte
dels två konvektionsugnar med måtten 9,5 X
2,4 m och 6,3 x 2,0 m för tunga resp. lätta
metaller, dels två mindre gropugnar, som
tillsammans använde 14,5 m2 golvyta. Genom denna
installation har 40 m2 golvyta frilagts. Detta är
dock förmodligen ett extremt fall.
Materialkvalitet
Vid pressning av aluminiumlegeringar har
götuppvärmningen stor betydelse för
slutresultatet. Huvudproblemet är att aluminium — i
motsats till koppar och mässing — blir
varmare under pressningen.
Temperaturhöjningen beror på friktionen, dels mellan götet och
"containern", dels inom götet.
Vid pressning av ett likformigt värmt göt
behövs högt tryck i början men efter hand
sjunker det. Om inte presshastigheten noga
regleras, blir temperaturen alltför hög i slutet av
pressförloppet, vilket kan orsaka dålig yta,
blåsor och ogynnsam rekristallisation hos
produkten. Dessa svårigheter kan undvikas genom en
nyligen utarbetad metodik5, bestående i att
götet värms olikformigt med en markerad
tem-peraturgradient från den ena änden till den
andra. Den varmaste delen vänds mot
matrisen varigenom pressningen lättare kan startas
och den kallare delen tar upp det värme som
bildas under pressningen.
Visserligen har aluminium hög
värmeledningsförmåga, men om göten värms snabbt,
kan en gradient på ca 100° C uppnås. En sådan
temperaturgradient kan inte åstadkommas i en
konvektionsugn. Spolkonstruktioner för
induktionsugnar har emellertid utvecklats från
denna metod. Den produktionsökning eller
förbättring i kvalitet som denna metod möjliggör
kan ännu inte uppskattas i reda pengar men
måste framgent krediteras
investeringskostnaderna för induktionsvärmugnar.
Slutord
Utvecklingen efter andra världskriget har lett
till en viss uppdelning av induktionsugnarnas
användningsområden. Sålunda betjänar
trefasugnar huvudsakligen aluminium- och
magnesiumindustrin, medan enfasugnar hittills har
föredragits inom stålindustrin. Denna
utveckling är dock inte slutgiltig utan det troliga är
att trefasugnens användningsområde växer på
enfasugnens bekostnad. Utvecklingen kommer
att påskyndas i samband med att allt högre
ugnseffekter installeras då jämnare
nätbelastning erhålles med trefasuttag. Trots den
relativt höga investeringskostnaden kan
induktionsugnar för lågfrekvent ström på många
områden konkurrera med de billiga
bränsle-eldade ugnarna. Framgent kan detta övertag
812 TEKN ISK TIDSKRIFT 1957
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}