
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 39 - Skrotbehandling, av Erik Lindberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
först tryckes ihop av en lockliknande
ned-pressningsanordning. Denna används
emellertid icke som lock under pressningsmomentet
utan ett på rullar gående lock skjutes över
lådan under pressningen. Sedan denna avslutats,
skjutes paketet genom en vertikalt verkande
presskolv upp i jämnhöjd med
påfyllningslådan.
Uppräkningen av moderna
skrotpressanlägg-ningar skulle vara ofullständig om inte
sax-pressarna nämndes (fig. 7). Det horisontellt
arbetande presslocket är utbildat till en
kraftig kniv som skär av plåtskrotet när
presslådan är full. Denna presstyp möjliggör alltså
kontinuerlig tillförsel och har stor avverkning
samtidigt som paketen kan hållas vid rimlig
storlek.
Lossning och lastning
För lossning och lastning av järnskrot används
olika metoder. Lastmagneten har blivit
skrothandelns mest kända redskap och en symbol
för verksamheten. Magneterna brukar ha en
diameter av 1—1,3 m och hanteras av
lyftkranar med en mastlängd av 9—13 m. För
hantering av löst tunnplåtsskrot är polypskopor
effektivare än magneter. Särskilt de
amerikanska relativt små polypskoporna ("grapples")
har visat sig ha mycket god kapacitet.
Mekanisering och ekonomi
Alla tecken tyder på en ökning av skrotfallet
som kommer att göra det möjligt för företagen
att förränta maskiner i större utsträckning än
hittills. Sannolikt får vi dock aldrig i Sverige
se de stora anläggningar som finns utomlands
och som kännetecknar vad man där kallar
skrotindustrin. Utvecklingen har där på sina
ställen gått så långt att handeln blivit för
mekaniserad. Maskinerna utnyttjas inte mer än
till en del.
Enligt Edwin G Barringer, verkställande
direktör för Institute of Scrap Iron & Steel i USA,
har många uppfattningen att skrotindustrin
blivit övermekaniserad därför att man starkt
framhållit dess betydelse under andra
världskriget och Korea-kriget.
Tyvärr har många företag fått erfara att
maskiner inte bara behöver köpas utan också
måste betalas, något som kan vara besvärligt,
om konjunkturen inte är i stigande. Vid ett
besök i Paris blev jag förevisad en fulländad
skrotgård som gav en föreställning om
svårigheterna för branschen i en storstad.
Två traversförsedda hallar lagda i L-form
(tillsammans endast 3 000 m2 men med tak och
betonggolv) utgjorde hela utrymmet. På detta
fanns en förstklassig maskinutrustning.
Skrotet hanterades aldrig för hand. Magneter och
polypskopor lyfte materialet till någon av de två
stora skrotpressarna. De färdiga paketen gick
automatiskt upp i en hiss över taket på en
byggnad där de stjälptes på ett transportband,
som avlevererade dem i en järnvägsvagn.
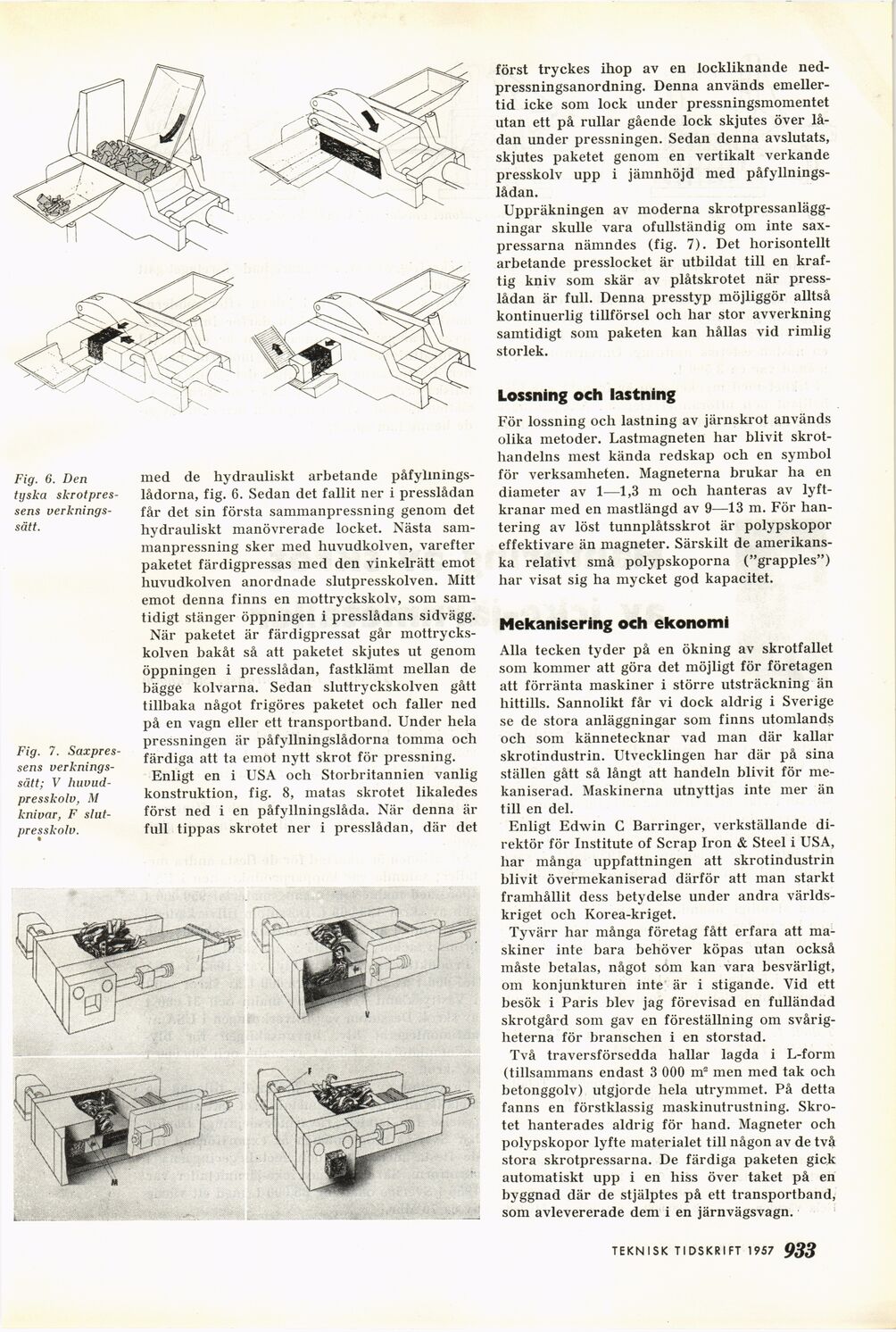
Fig. 6. Den
tyska
skrotpressens verknings-sått.
Fig. 7.
Saxpressens verkningssätt; V
huvud-presskolv, M
knivar, F
slut-presskolv.
med de hydrauliskt arbetande
påfyllningslådorna, fig. 6. Sedan det fallit ner i presslådan
får det sin första sammanpressning genom det
hydrauliskt manövrerade locket. Nästa
sammanpressning sker med huvudkolven, varefter
paketet färdigpressas med den vinkelrätt emot
huvudkolven anordnade slutpresskolven. Mitt
emot denna finns en mottryckskolv, som
samtidigt stänger öppningen i presslådans sidvägg.
När paketet är färdigpressat går
mottrycks-kolven bakåt så att paketet skjutes ut genom
öppningen i presslådan, fastklämt mellan de
bägge kolvarna. Sedan sluttryckskolven gått
tillbaka något frigöres paketet och faller ned
på en vagn eller ett transportband. Under hela
pressningen är påfyllningslådorna tomma och
färdiga att ta emot nytt skrot för pressning.
Enligt en i USA och Storbritannien vanlig
konstruktion, fig. 8, matas skrotet likaledes
först ned i en påfyllningslåda. När denna är
full tippas skrotet ner i presslådan, där det
TEKNISK TIDSKRIFT 1957 #77
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}