
Full resolution (JPEG) - On this page / på denna sida - 1958, H. 47 - Nya metoder - Svetsning med ultraljud, av SHl - Mätning av ventilationen under jord med spårgas, av Magnus Smedberg - Automatiserad skeppsberäkning i Danmark, av GAH
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
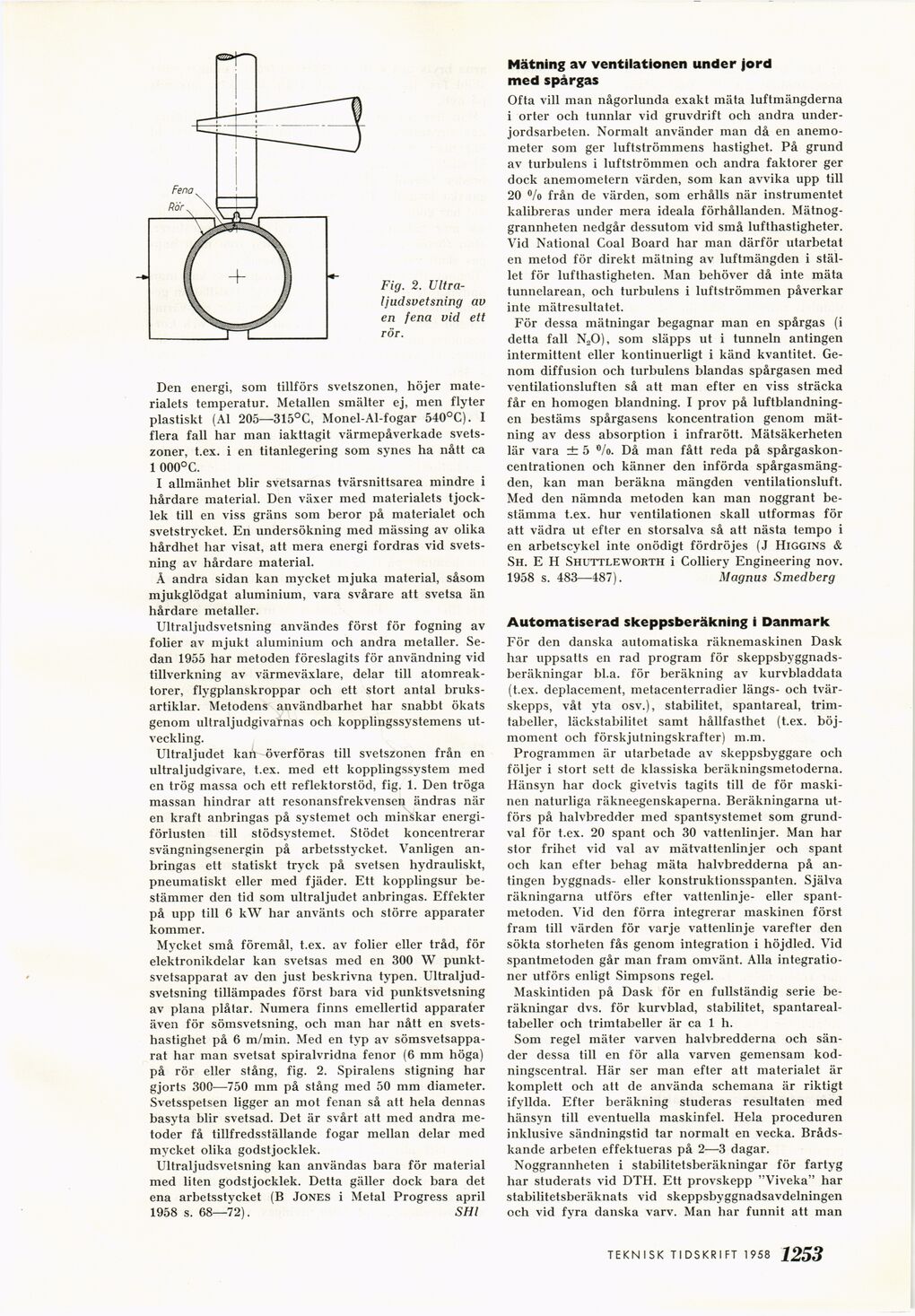
Fig. 2.
Ultraljudsvetsning av
en fena vid ett
rör.
Den energi, som tillförs svetszonen, höjer
materialets temperatur. Metallen smälter ej, men flyter
plastiskt (Al 205—315°C, Monel-Al-fogar 540°C). I
flera fall har man iakttagit värmepåverkade
svets-zoner, t.ex. i en titanlegering som synes ha nått ca
1 000°C.
I allmänhet blir svetsarnas tvärsnittsarea mindre i
hårdare material. Den växer med materialets
tjocklek till en viss gräns som beror på materialet och
svetstrycket. En undersökning med mässing av olika
hårdhet har visat, att mera energi fordras vid
svetsning av hårdare material.
Å andra sidan kan mycket mjuka material, såsom
mjukglödgat aluminium, vara svårare att svetsa än
hårdare metaller.
Ultraljudsvetsning användes först för fogning av
folier av mjukt aluminium och andra metaller.
Sedan 1955 har metoden föreslagits för användning vid
tillverkning av värmeväxlare, delar till
atomreaktorer, flygplanskroppar och ett stort antal
bruksartiklar. Metodens användbarhet har snabbt ökats
genom ultraljudgivarnas och kopplingssystemens
utveckling.
Ultraljudet karl överföras till svetszonen från en
ultraljudgivare, t.ex. med ett kopplingssystem med
en trög massa och ett reflektorstöd, fig. 1. Den tröga
massan hindrar att resonansfrekvensen ändras när
en kraft anbringas på systemet och minskar
energi-förlusten till stödsystemet. Stödet koncentrerar
svängningsenergin på arbetsstycket. Vanligen
anbringas ett statiskt tryck på svetsen hydrauliskt,
pneumatiskt eller med fjäder. Ett kopplingsur
bestämmer den tid som ultraljudet anbringas. Effekter
på upp till 6 kW har använts och större apparater
kommer.
Mycket små föremål, t.ex. av folier eller tråd, för
elektronikdelar kan svetsas med en 300 W
punkt-svetsapparat av den just beskrivna typen.
Ultraljudsvetsning tillämpades först bara vid punktsvetsning
av plana plåtar. Numera finns emellertid apparater
även för sömsvetsning, och man har nått en
svets-hastighet på 6 m/min. Med en typ av
sömsvetsappa-rat har man svetsat spiralvridna fenor (6 mm höga)
på rör eller stång, fig. 2. Spiralens stigning har
gjorts 300—750 mm på stång med 50 mm diameter.
Svetsspetsen ligger an mot fenan så att hela dennas
basyta blir svetsad. Det är svårt att med andra
metoder få tillfredsställande fogar mellan delar med
mycket olika godstjocklek.
Ultraljudsvetsning kan användas bara för material
med liten godstjocklek. Detta gäller dock bara det
ena arbetsstycket (B Jones i Metal Progress april
1958 s. 68—72). SHl
Mätning av ventilationen under jord
med spårgas
Ofta vill man någorlunda exakt mäta luftmängderna
i orter och tunnlar vid gruvdrift och andra
underjordsarbeten. Normalt använder man då en
anemo-meter som ger luftströmmens hastighet. På grund
av turbulens i luftströmmen och andra faktorer ger
dock anemometern värden, som kan avvika upp till
20 °/o från de värden, som erhålls när instrumentet
kalibreras under mera ideala förhållanden.
Mätnoggrannheten nedgår dessutom vid små lufthastigheter.
Vid National Coal Board har man därför utarbetat
en metod för direkt mätning av luftmängden i
stället för lufthastigheten. Man behöver då inte mäta
tunnelarean, och turbulens i luftströmmen påverkar
inte mätresultatet.
För dessa mätningar begagnar man en spårgas (i
detta fall N,0), som släpps ut i tunneln antingen
intermittent eller kontinuerligt i känd kvantitet.
Genom diffusion och turbulens blandas spårgasen med
ventilationsluften så att man efter en viss sträcka
får en homogen blandning. I prov på
luftblandningen bestäms spårgasens koncentration genom
mätning av dess absorption i infrarött. Mätsäkerheten
lär vara ± 5 °/o. Då man fått reda på
spårgaskon-centrationen och känner den införda
spårgasmäng-den, kan man beräkna mängden ventilationsluft.
Med den nämnda metoden kan man noggrant
bestämma t.ex. hur ventilationen skall utformas för
att vädra ut efter en storsalva så att nästa tempo i
en arbetscykel inte onödigt fördröjes (J Higgins &
Sh. E H Shuttleworth i Colliery Engineering nov.
1958 s. 483—487). Magnus Smedberg
Automatiserad skeppsberäkning i Danmark
För den danska automatiska räknemaskinen Dask
har uppsatts en rad program för
skeppsbyggnads-beräkningar bl.a. för beräkning av kurvbladdata
(t.ex. deplacement, metacenterradier längs- och
tvärskepps, våt yta osv.), stabilitet, spantareal,
trim-tabeller, läckstabilitet samt hållfasthet (t.ex.
böj-moment och förskjutningskrafter) m.m.
Programmen är utarbetade av skeppsbyggare och
följer i stort sett de klassiska beräkningsmetoderna.
Hänsyn har dock givetvis tagits till de för
maskinen naturliga räkneegenskaperna. Beräkningarna
utförs på halvbredder med spantsystemet som
grundval för t.ex. 20 spant och 30 vattenlinjer. Man har
stor frihet vid val av mätvattenlinjer och spant
och kan efter behag mäta halvbredderna på
antingen byggnads- eller konstruktionsspanten. Själva
räkningarna utförs efter vattenlinje- eller
spantmetoden. Vid den förra integrerar maskinen först
fram till värden för varje vattenlinje varefter den
sökta storheten fås genom integration i höjdled. Vid
spantmetoden går man fram omvänt. Alla
integrationer utförs enligt Simpsons regel.
Maskintiden på Dask för en fullständig serie
beräkningar dvs. för kurvblad, stabilitet,
spantareal-tabeller och trimtabeller är ca 1 h.
Som regel mäter varven halvbredderna och
sänder dessa till en för alla varven gemensam
kod-ningscentral. Här ser man efter att materialet är
komplett och att de använda schemana är riktigt
ifyllda. Efter beräkning studeras resultaten med
hänsyn till eventuella maskinfel. Hela proceduren
inklusive sändningstid tar normalt en vecka.
Brådskande arbeten effektueras på 2—3 dagar.
Noggrannheten i stabilitetsberäkningar för fartyg
har studerats vid DTH. Ett provskepp "Viveka" har
stabilitetsberäknats vid skeppsbyggnadsavdelningen
och vid fyra danska varv. Man har funnit att man
TEKN ISK TI DSKRI FT 1958 1253
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}