
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 8 - Numerisk formgivning, av Börje Langefors
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
liisa läget av tillräckligt antal punkter längs
konturen och skriva dem i en tabell, fig. 2.
Varje mått har då endast en precision av bela
millimeter. Man kan emellertid lägga till en
godtycklig siffra i tabellen, för tiondels
millimeter. Tabellen kommer på så sätt att
presentera en form, som är acceptabel ur både
form-och passningssynpunkt.
Hänsyn till bearbetningsekonomi
Den kontur, som specificeras i den måttabell,
som beskrivits i slutet av förra sektionen, kan
avvika från den avsedda med ca 1 111111 i varje
enskild punkt. Dessa avvikelser beror på att
fel vid mätning på ritningen är slumpartade.
Man får en figur i stil med fig. 5.
Den streckade kurvan anger avsedd kontur.
Cirklarna markerar punkter enligt tabellens
koordinatuppgifter. Man kan tänka sig, att
cirklarnas diameter återger
passningstoleransen och deras avstånd från kurvan skall vara
inom formtoleransen. Den heldragna kurvan
utgör ett exempel på en kontur, som skulle bli
resultatet av en sådan bearbetning. Två sådana
konturer skulle avvika högst så mycket som
passningstoleransen tillåter (om antalet
punkter är tillräckligt stort).
Man ser att den resulterande konturen blir
oscillerande. Detta är en följd av den stora
formtoleransen tillsammans med den mindre
passningstoleransen. Den stora formtoleransen
har accepterat (och tillåtits leda till) punkter,
som ligger långt från den tänkta kurvan (i
förhållande till passningstoleransen). Den
snävare passningstoleransen tvingar sedan
bearbetningen att följa den oscillerande kurvan. Utan
passningskrav skulle bearbetningen ha lett till
en glatt kurva i närheten av punkterna, dvs.
en kurva av liknande glatthet, som den
avsedda, men med avvikelser på upp till 1 mm.
När bearbetningen tvingas följa den
oscillerande kurvan (som accepteras av
formtoleransen) uppstår väsentliga besvär. Man får som
resultat en ökad bearbetningskostnad på grund
av oscillationer
Förenklad bearbetning genom
utjämning av måttabell
Den nämnda ökningen av
bearbetningskostnaden är ett resultat av att måttabellen
uppgjorts enbart med hänsyn till passningskrav.
Bearbetningens krav på glatthet försummades.
Därvid preciserades de från ritningen lästa
punktkoordinaterna på ett godtyckligt sätt till
den högre precision, som krävs för passningen.
För att ta hänsyn till bearbetningens krav på
en glatt kontur (och därigenom minska
bearbetningskostnaden) bör man på något sätt
glätta bearbetningsunderlaget. Detta innebär
att man, i stället för att direkt lägga de från
ritningen uppmätta punktkoordinaterna till
grund för bearbetningen, framräknar på
grundval av dessa punktkoordinater andra punkter,
som ligger i närheten av de uppmätta och där-
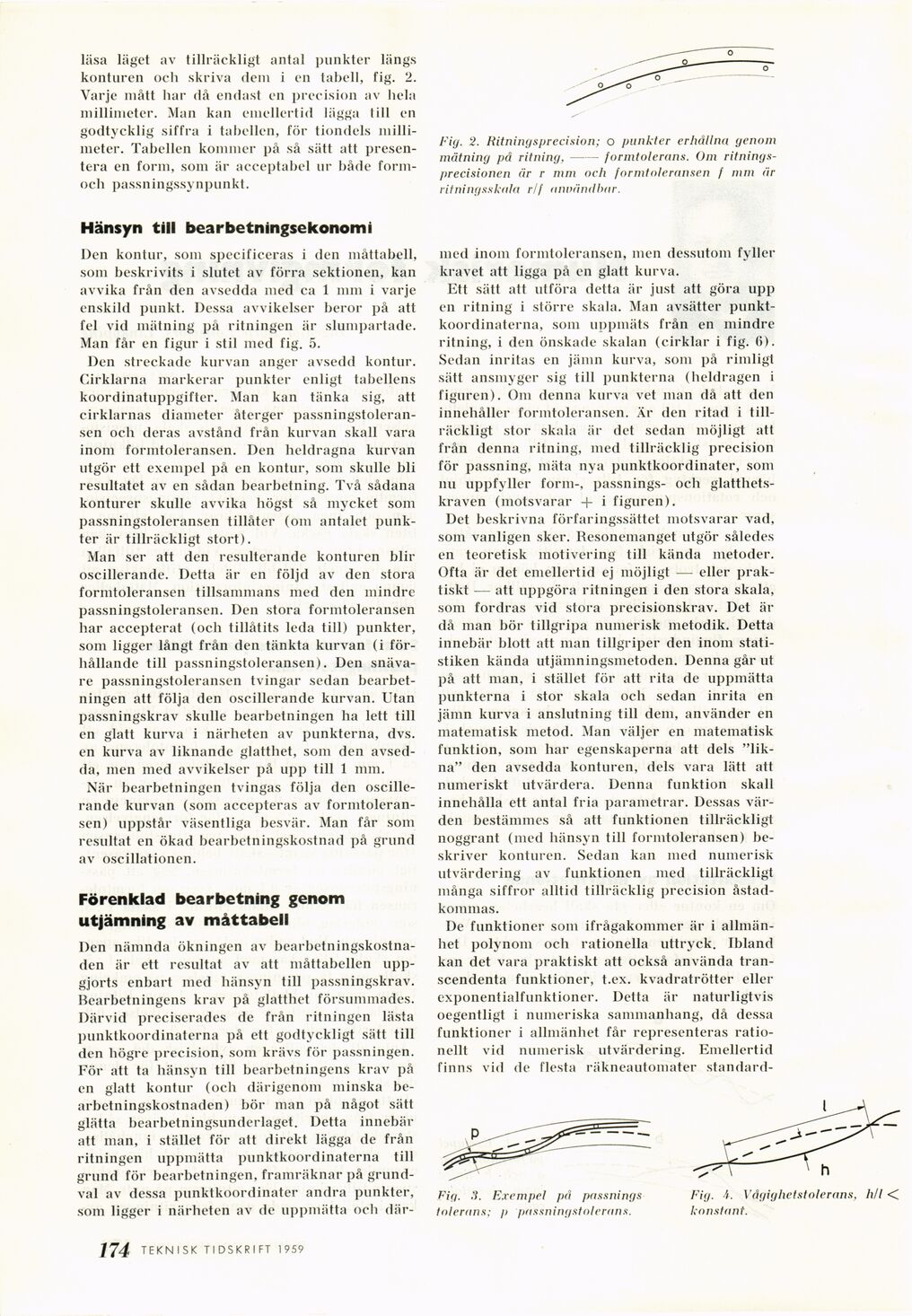
Fig. 2. Ritningsprecision; o punkter erhållna genom
mätning på ritning,–formtolerans. Om
ritningsprecisionen är r mm och formtoleransen f mm är
ritningsskala rif användbar.
med inom formtoleransen, men dessutom fyller
kravet att ligga på en glatt kurva.
Ett sätt att utföra detta är just att göra upp
en ritning i större skala. Man avsätter
punktkoordinaterna, som uppmäts från en mindre
ritning, i den önskade skalan (cirklar i fig. G).
Sedan inritas en jämn kurva, som på rimligt
sätt ansmyger sig till punkterna (heldragen i
figuren). Om denna kurva vet man då att den
innehåller formtoleransen. Är den ritad i
tillräckligt stor skala är det sedan möjligt att
från denna ritning, med tillräcklig precision
för passning, mäta nya punktkoordinater, som
nu uppfyller form-, passnings- och
glatthets-kraven (motsvarar + i figuren).
Det beskrivna förfaringssättet motsvarar vad,
som vanligen sker. Resonemanget utgör således
en teoretisk motivering till kända metoder.
Ofta är det emellertid ej möjligt — eller
praktiskt — att uppgöra ritningen i den stora skala,
som fordras vid stora precisionskrav. Det är
då man bör tillgripa numerisk metodik. Detta
innebär blott att man tillgriper den inom
statistiken kända utjämningsmetoden. Denna går ut
på att man, i stället för att rita de uppmätta
punkterna i stor skala och sedan inrita en
jämn kurva i anslutning till dem, använder en
matematisk metod. Man väljer en matematisk
funktion, som har egenskaperna att dels
"likna" den avsedda konturen, dels vara lätt att
numeriskt utvärdera. Denna funktion skall
innehålla ett antal fria parametrar. Dessas
värden bestämmes så att funktionen tillräckligt
noggrant (med hänsyn till formtoleransen)
beskriver konturen. Sedan kan med numerisk
utvärdering av funktionen med tillräckligt
många siffror alltid tillräcklig precision
åstadkommas.
De funktioner som ifrågakommer är i
allmänhet polvnom och rationella uttryck. Ibland
kan det vara praktiskt att också använda
tran-scendenta funktioner, t.ex. kvadratrötter eller
exponentialfunktioner. Detta är naturligtvis
oegentligt i numeriska sammanhang, då dessa
funktioner i allmänhet får representeras
rationellt vid numerisk utvärdering. Emellertid
finns vid de flesta räkneautomater standard-
Fig. 3. Exempel på passnings
tolerans; p passningstolerans.
Fig. 4. Vågig het st olerans, h/I <
konstant.
TEKNISK TIDSKRIFT 1959 <51
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}