
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 19 - Aktuella metoder för anrikning av uran 235, av Mårten Mårtensson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
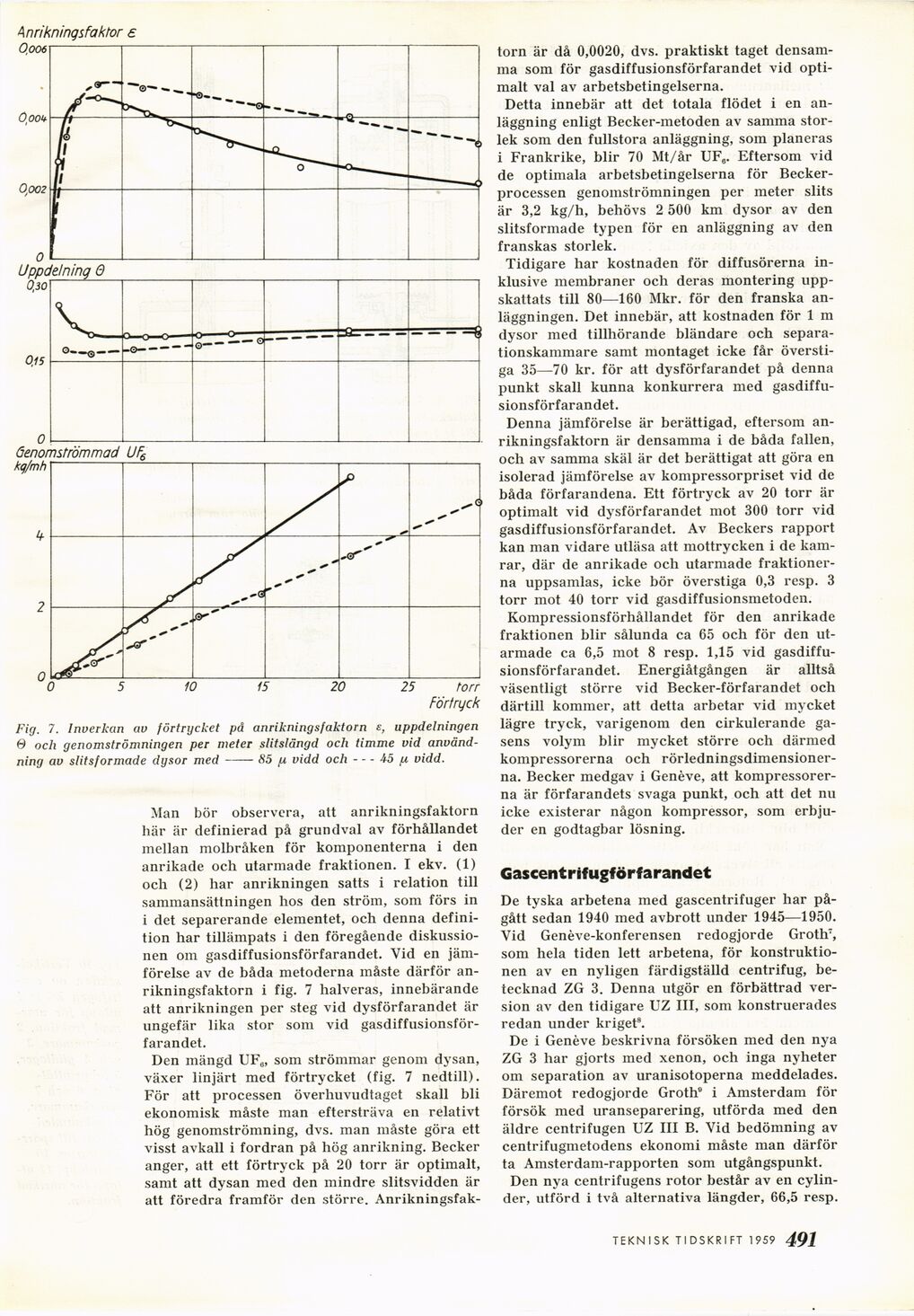
Fig. 7. Inverkan av förtrycket på anrikningsfaktorn e, uppdelningen
& och genomströmningen per meter slitslängd och timme vid
användning av slitsformade dysor med–85 fi vidd och–-45 ju vidd.
Man bör observera, att anrikningsfaktorn
här är definierad på grundval av förhållandet
mellan molbråken för komponenterna i den
anrikade och utarmade fraktionen. I ekv. (1)
och (2) har anrikningen satts i relation till
sammansättningen hos den ström, som förs in
i det separerande elementet, och denna
definition har tillämpats i den föregående
diskussionen om gasdiffusionsförfarandet. Vid en
jämförelse av de båda metoderna måste därför
anrikningsfaktorn i fig. 7 halveras, innebärande
att anrikningen per steg vid dysförfarandet är
ungefär lika stor som vid
gasdiffusionsförfarandet.
Den mängd UF6, som strömmar genom dysan,
växer linjärt med förtrycket (fig. 7 nedtill).
För att processen överhuvudtaget skall bli
ekonomisk måste man eftersträva en relativt
hög genomströmning, dvs. man måste göra ett
visst avkall i fordran på hög anrikning. Becker
anger, att ett förtryck på 20 torr är optimalt,
samt att dysan med den mindre slitsvidden är
att föredra framför den större. Anrikningsfak-
torn är då 0,0020, dvs. praktiskt taget
densamma som för gasdiffusionsförfarandet vid
optimalt val av arbetsbetingelserna.
Detta innebär att det totala flödet i en
anläggning enligt Becker-metoden av samma
storlek som den fullstora anläggning, som planeras
i Frankrike, blir 70 Mt/år UFe. Eftersom vid
de optimala arbetsbetingelserna för
Becker-processen genomströmningen per meter slits
är 3,2 kg/h, behövs 2 500 km dysor av den
slitsformade typen för en anläggning av den
franskas storlek.
Tidigare har kostnaden för diffusörerna
inklusive membraner och deras montering
uppskattats till 80—160 Mkr. för den franska
anläggningen. Det innebär, att kostnaden för 1 m
dysor med tillhörande bländare och
separationskammare samt montaget icke får
överstiga 35—70 kr. för att dysförfarandet på denna
punkt skall kunna konkurrera med
gasdiffusionsförfarandet.
Denna jämförelse är berättigad, eftersom
anrikningsfaktorn är densamma i de båda fallen,
och av samma skäl är det berättigat att göra en
isolerad jämförelse av kompressorpriset vid de
båda förfarandena. Ett förtryck av 20 torr är
optimalt vid dysförfarandet mot 300 torr vid
gasdiffusionsförfarandet. Av Beckers rapport
kan man vidare utläsa att mottrycken i de
kamrar, där de anrikade och utarmade
fraktionerna uppsamlas, icke bör överstiga 0,3 resp. 3
torr mot 40 torr vid gasdiffusionsmetoden.
Kompressionsförhållandet för den anrikade
fraktionen blir sålunda ca 65 och för den
utarmade ca 6,5 mot 8 resp. 1,15 vid
gasdiffusionsförfarandet. Energiåtgången är alltså
väsentligt större vid Becker-förfarandet och
därtill kommer, att detta arbetar vid mycket
lägre tryck, varigenom den cirkulerande
gasens volym blir mycket större och därmed
kompressorerna och
rörledningsdimensionerna. Becker medgav i Genève, att
kompressorerna är förfarandets svaga punkt, och att det nu
icke existerar någon kompressor, som
erbjuder en godtagbar lösning.
Gascentrifugförfarandet
De tyska arbetena med gascentrifuger har
pågått sedan 1940 med avbrott under 1945—1950.
Vid Genève-konferensen redogjorde Groth7,
som hela tiden lett arbetena, för
konstruktionen av en nyligen färdigställd centrifug,
betecknad ZG 3. Denna utgör en förbättrad
version av den tidigare UZ III, som konstruerades
redan under kriget8.
De i Genève beskrivna försöken med den nya
ZG 3 har gjorts med xenon, och inga nyheter
om separation av uranisotoperna meddelades.
Däremot redogjorde Groth8 i Amsterdam för
försök med uranseparering, utförda med den
äldre centrifugen UZ III B. Vid bedömning av
centrifugmetodens ekonomi måste man därför
ta Amsterdam-rapporten som utgångspunkt.
Den nya centrifugens rotor består av en
cylinder, utförd i två alternativa längder, 66,5 resp.
491 TEKN ISK TI DSKRI FT 1959
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}