
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 25 - Strängpressning av aluminiumlegeringar, av Bo Estberger
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Fig. 4. Manöverpulpet för Firispongsverkens press; pressen befinner sig
för tillfället i char ge ringsläge.
det fordras hög presshastighet, framförallt
kortvarig, har ackumulatordrivna pressar stora
fördelar, eftersom det inte är praktiskt
möjligt att hålla den erforderliga
pumpkapaciteten.
Direkt oljedrift utförs i allmänhet för endast
en press, medan däremot
ackumulatorinstallationer kan försörja flera pressar samtidigt.
Pressar för upp till 3 500—4 000 Mp och med
en största kolvhastighet av ca 25 mm/s får ett
rimligt antal pumpar, medan en press för t.ex.
pressning av stål, för vilken kolvliastigheter
på 300—400 mm/s fordras, skulle vara
otänkbar med oljedrift.
Vid ackumulatordrift arbetar pumparna med
ett konstant tryck oberoende av det
erforderliga presstrycket och det är därför viktigt att
reglera tillverkningsprogrammet så, att pressen
ständigt arbetar i närheten av sin optimala
presskraft. Annars blir den ekonomiska
utnyttjningen av elenergin sämre än vid direkt
oljedrift.
Den nuvarande utvecklingen mot
användningen av direkt oljedrift har möjliggjorts
genom nya pumpkonstruktioner med ett stort
antal kolvar som inte pumpar oljan stötvis och
därmed ger en pulserande gång på
tryckkolven, som åstadkommer märken på den
pressade produkten. Vid äldre typer av kolvpumpar
som arbetade med låg hastighet och ett fåtal
kolvar, var direktdrift omöjlig.
Vid direkt oljedrift förväljs en bestämd
hastighet hos tryckkolven. Över ett reglerande
system styrs oljetrycket så att endast
erforderlig energi levereras. Vid t.ex. pressning av en
profil av en durallegering (SIS 4338) används
låg presshastighet. Efter ett högt initialtryck,
varunder götet stukas och fyller upp
behållaren, sjunker oljetrycket gradvis. Detta beror på
att friktionen mellan götet och behållarväggen
minskas allteftersom götet blir kortare under
pressningen. Mot slutet blir flytförloppet
synnerligen ogynnsamt och en stegring av trycket
kan märkas.
Verktyg och verktygsstål
Anliggningen mellan behållaren ocli matrisen
är helt plan och ett låsningstryck på 400—600
Mp fordras för att metall ej skall tränga ut
mellan anliggningsytorna. Fördelen med denna
konstruktion (fig. 6) är, att man kan
tillgodogöra sig matrisens yta bättre för profilens
placering. Figuren visar också vilka stål som
används för de olika verktygen.
Den detalj i verktygsuppsättningen, som får
den största påkänningen, är matrisen, och
denna har också den högsta arbetstemperaturen,
som vid strängpressning av
aluminiumlegeringar uppgår till högst 500° C.
Stålkvaliteterna är därför valda med hänsyn till att
arbetstemperaturen ej ligger över 500° C.
Temperaturkraven på verktygsstålen är alltså tämligen
moderata. De högsta presstryck, som kommer
till användning, är av storleksordningen 100
kp/mma, främst för verktyg för hålprofiler.
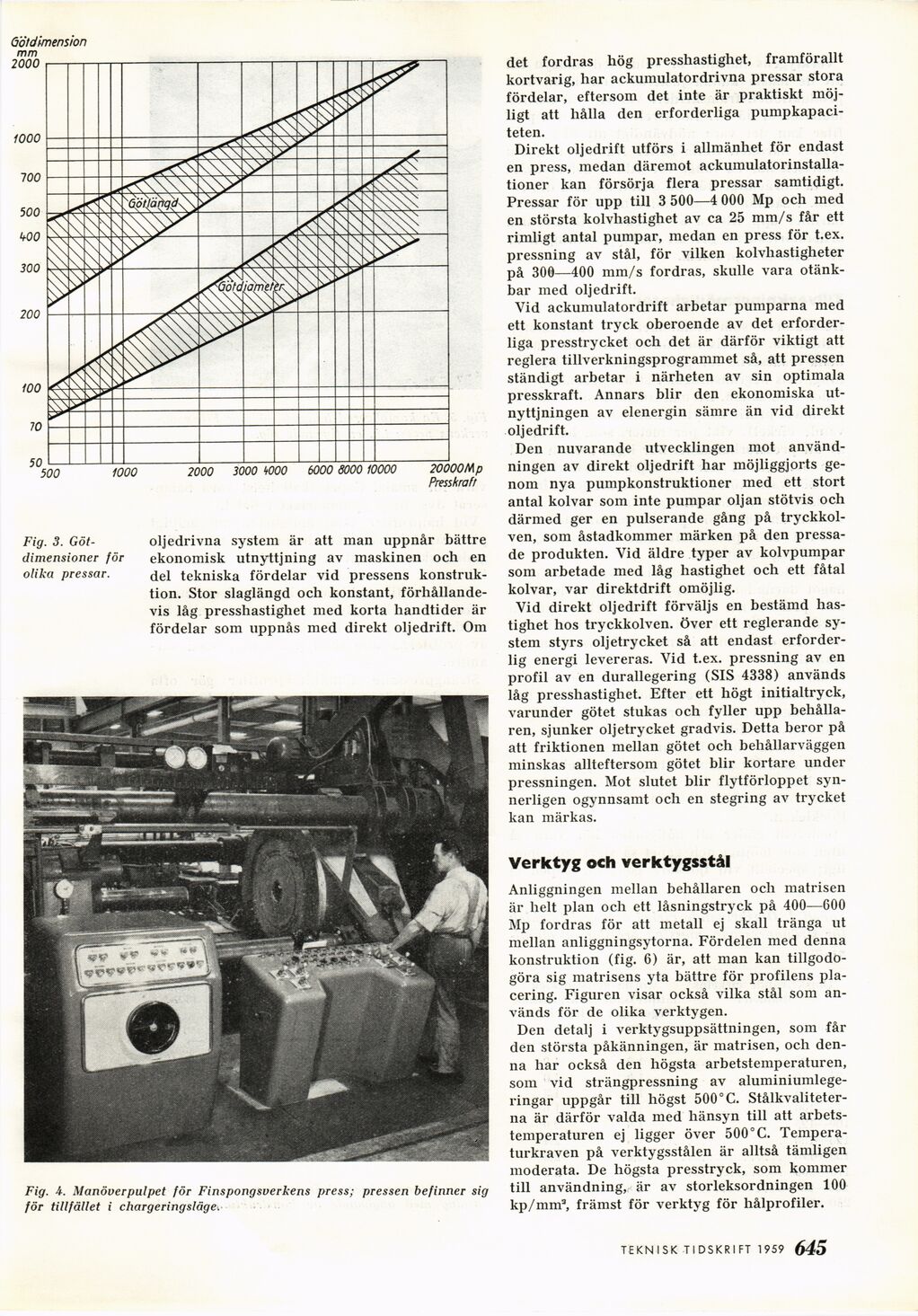
Fig. 3.
Göt-dimensioner för
olika pressar.
oljedrivna system är att man uppnår bättre
ekonomisk utnyttjning av maskinen och en
del tekniska fördelar vid pressens
konstruktion. Stor slaglängd och konstant,
förhållandevis låg presshastighet med korta handtider är
fördelar som uppnås med direkt oljedrift. Om
TEKNISK TIDSKRIFT 1 959 645
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}