
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 26 - Mekaniserat husbyggande i Sovjetunionen, av Evert Strokirk
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
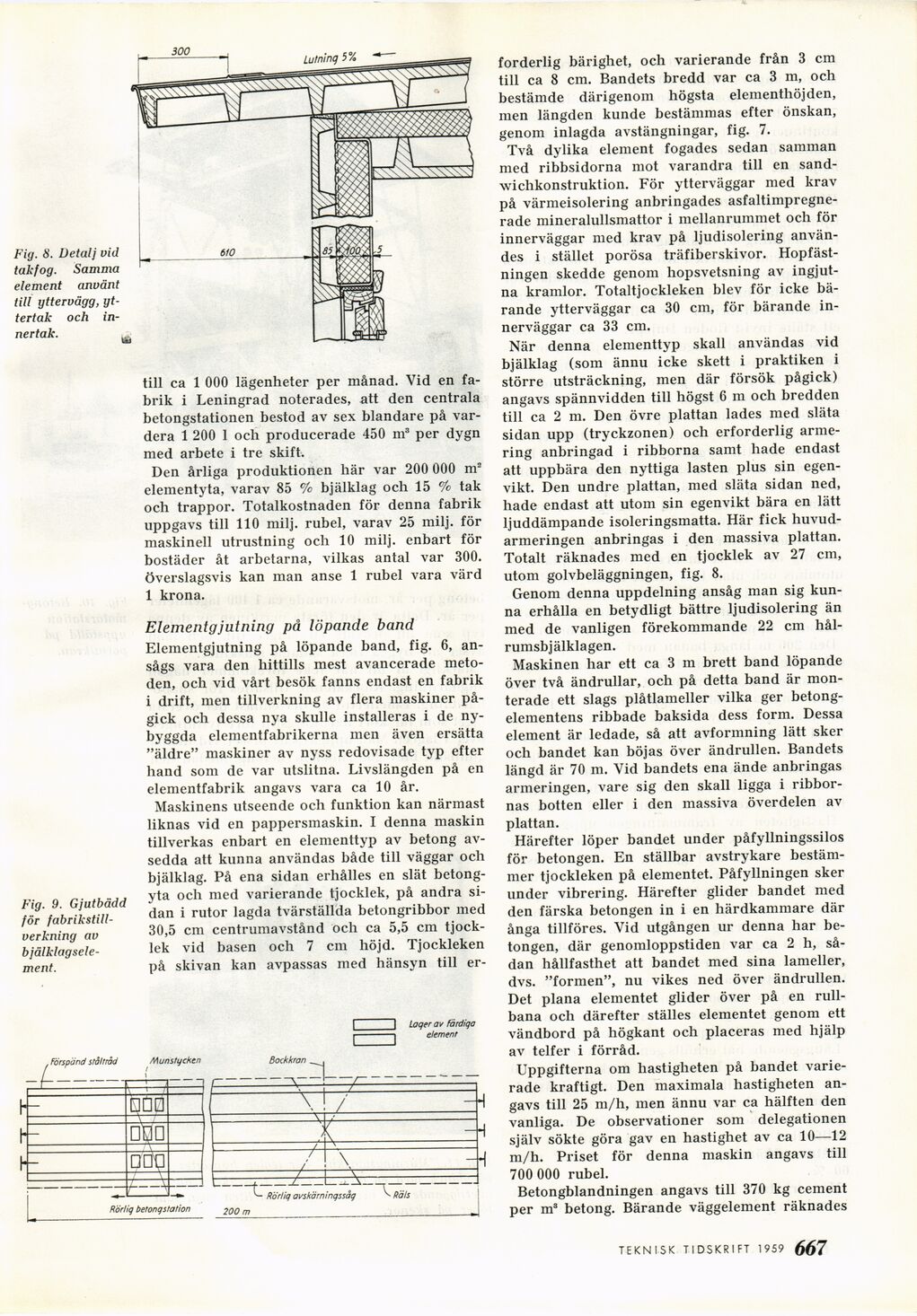
Fig. 8. Detalj vid
takfog. Samma
element använt
till yttervägg,
yttertak och
innertak.
Fig. 9. Gjutbädd
för
fabrikstillverkning av [-bjälklagselement.-]
{+bjälklagsele-
ment.+}
till ca 1 000 lägenheter per månad. Vid en
fabrik i Leningrad noterades, att den centrala
betongstationen bestod av sex blandare på
vardera 1 200 1 och producerade 450 m3 per dygn
med arbete i tre skift.
Den årliga produktionen här var 200 000 m2
elementyta, varav 85 % bjälklag och 15 % tak
och trappor. Totalkostnaden för denna fabrik
uppgavs till 110 milj. rubel, varav 25 milj. för
maskinell utrustning och 10 milj. enbart för
bostäder åt arbetarna, vilkas antal var 300.
Överslagsvis kan man anse 1 rubel vara värd
1 krona.
Elementgjutning på löpande band
Elementgjutning på löpande band, fig. 6,
ansågs vara den hittills mest avancerade
metoden, och vid vårt besök fanns endast en fabrik
i drift, men tillverkning av flera maskiner
pågick och dessa nya skulle installeras i de
nybyggda elementfabrikerna men även ersätta
"äldre" maskiner av nyss redovisade typ efter
hand som de var utslitna. Livslängden på en
elementfabrik angavs vara ca 10 år.
Maskinens utseende och funktion kan närmast
liknas vid en pappersmaskin. I denna maskin
tillverkas enbart en elementtyp av betong
avsedda att kunna användas både till väggar och
bjälklag. På ena sidan erhålles en slät
betongyta och med varierande tjocklek, på andra
sidan i rutor lagda tvärställda betongribbor med
30,5 cm centrumavstånd och ca 5,5 cm
tjocklek vid basen och 7 cm höjd. Tjockleken
på skivan kan avpassas med hänsyn till er-
forderlig bärighet, och varierande från 3 cm
till ca 8 cm. Bandets bredd var ca 3 m, och
bestämde därigenom högsta elementhöjden,
men längden kunde bestämmas efter önskan,
genom inlagda avstängningar, fig. 7.
Två dylika element fogades sedan samman
med ribbsidorna mot varandra till en
sandwichkonstruktion. För ytterväggar med krav
på värmeisolering anbringades
asfaltimpregne-rade mineralullsmattor i mellanrummet och för
innerväggar med krav på ljudisolering
användes i stället porösa träfiberskivor.
Hopfästningen skedde genom hopsvetsning av
ingjutna kramlor. Totaltjockleken blev för icke
bärande ytterväggar ca 30 cm, för bärande
innerväggar ca 33 cm.
När denna elementtyp skall användas vid
bjälklag (som ännu icke skett i praktiken i
större utsträckning, men där försök pågick)
angavs spännvidden till högst 6 m och bredden
till ca 2 m. Den övre plattan lades med släta
sidan upp (tryckzonen) och erforderlig
armering anbringad i ribborna samt hade endast
att uppbära den nyttiga lasten pius sin
egenvikt. Den undre plattan, med släta sidan ned,
hade endast att utom sin egenvikt bära en lätt
ljuddämpande isoleringsmatta. Här fick
huvud-armeringen anbringas i den massiva plattan.
Totalt räknades med en tjocklek av 27 cm,
utom golvbeläggningen, fig. 8.
Genom denna uppdelning ansåg man sig
kunna erhålla en betydligt bättre ljudisolering än
med de vanligen förekommande 22 cm
hål-rumsbjälklagen.
Maskinen har ett ca 3 m brett band löpande
över två ändrullar, och på detta band är
monterade ett slags plåtlameller vilka ger
betongelementens ribbade baksida dess form. Dessa
element är ledade, så att avformning lätt sker
och bandet kan böjas över ändrullen. Bandets
längd är 70 m. Vid bandets ena ände anbringas
armeringen, vare sig den skall ligga i
ribbornas botten eller i den massiva överdelen av
plattan.
Härefter löper bandet under påfyllningssilos
för betongen. En ställbar avstrykare
bestämmer tjockleken på elementet. Påfyllningen sker
under vibrering. Härefter glider bandet med
den färska betongen in i en härdkammare där
ånga tillföres. Vid utgången ur denna har
betongen, där genomloppstiden var ca 2 h,
sådan hållfasthet att bandet med sina lameller,
dvs. "formen", nu vikes ned över ändrullen.
Det plana elementet glider över på en
rullbana och därefter ställes elementet genom ett
vändbord på högkant och placeras med hjälp
av telfer i förråd.
Uppgifterna om hastigheten på bandet
varierade kraftigt. Den maximala hastigheten
angavs till 25 m/h, men ännu var ca hälften den
vanliga. De observationer som delegationen
själv sökte göra gav en hastighet av ca 10—12
m/h. Priset för denna maskin angavs till
700 000 rubel.
Betongblandningen angavs till 370 kg cement
per m3 betong. Bärande väggelement räknades
TEKNISK TIDSKRIFT 1 959 91
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}