
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 26 - Mekaniserat husbyggande i Sovjetunionen, av Evert Strokirk - Nybyggen - Polyvinylacetatfabrik i Perstorp, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
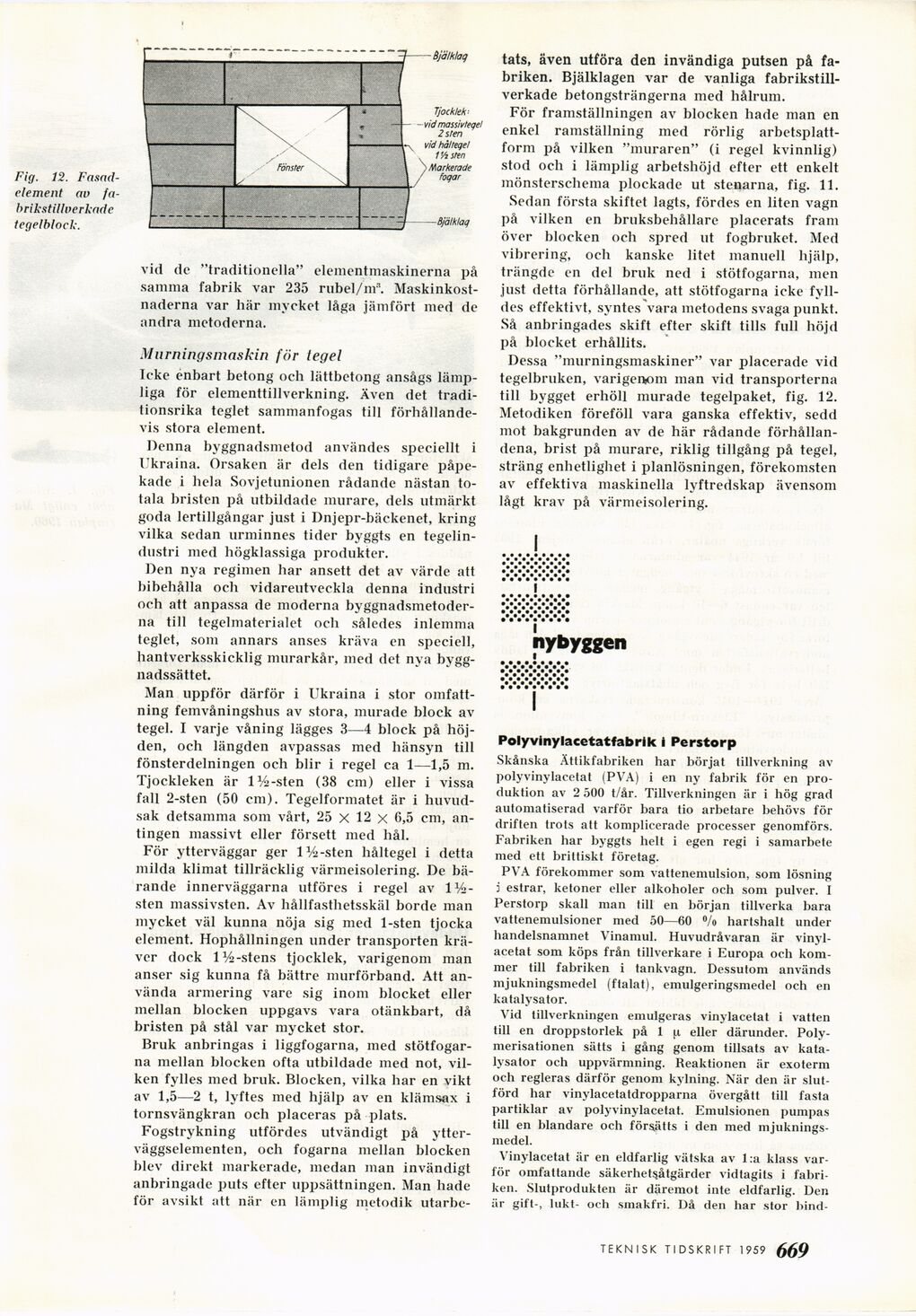
Fig. 12.
Fasadelement av
fa-brikstillverkade
tegelblock.
vid de "traditionella" elementmaskinerna på
samma fabrik var 235 rubel/m3.
Maskinkostnaderna var här mycket låga jämfört med de
andra metoderna.
Murningsmaskin för tegel
Icke enbart betong och lättbetong ansågs
lämpliga för elementtillverkning. Även det
traditionsrika teglet sammanfogas till
förhållandevis stora element.
Denna byggnadsmetod användes speciellt i
Ukraina. Orsaken är dels den tidigare
påpekade i hela Sovjetunionen rådande nästan
totala bristen på utbildade murare, dels utmärkt
goda lertillgångar just i Dnjepr-bäckenet, kring
vilka sedan urminnes tider byggts en
tegelin-dustri med högklassiga produkter.
Den nya regimen har ansett det av värde att
bibehålla och vidareutveckla denna industri
och att anpassa de moderna
byggnadsmetoderna till tegelmaterialet och således inlemma
teglet, som annars anses kräva en speciell,
hantverksskicklig murarkår, med det nya
byggnadssättet.
Man uppför därför i Ukraina i stor
omfattning femvåningshus av stora, murade block av
tegel. I varje våning lägges 3—4 block på
höjden, och längden avpassas med hänsyn till
fönsterdelningen och blir i regel ca 1—1,5 m.
Tjockleken är 1%-sten (38 cm) eller i vissa
fall 2-sten (50 cm). Tegelformatet är i
huvudsak detsamma som vårt, 25 X 12 x 6,5 cm,
antingen massivt eller försett med hål.
För ytterväggar ger 1%-sten håltegel i detta
milda klimat tillräcklig värmeisolering. De
bärande innerväggarna utföres i regel av
lasten massivsten. Av hållfasthetsskäl borde man
mycket väl kunna nöja sig med 1-sten tjocka
element. Hophållningen under transporten
kräver dock 1%-stens tjocklek, varigenom man
anser sig kunna få bättre murförband. Att
använda armering vare sig inom blocket eller
mellan blocken uppgavs vara otänkbart, då
bristen på stål var mycket stor.
Bruk anbringas i liggfogarna, med
stötfogar-na mellan blocken ofta utbildade med not,
vilken fylles med bruk. Blocken, vilka har en vikt
av 1,5—2 t, lyftes med hjälp av en klämsax i
tornsvängkran och placeras på plats.
Fogstrykning utfördes utvändigt på
ytterväggselementen, och fogarna mellan blocken
blev direkt markerade, medan man invändigt
anbringade puts efter uppsättningen. Man hade
för avsikt att när en lämplig metodik utarbe-
tats, även utföra den invändiga putsen på
fabriken. Bjälklagen var de vanliga
fabrikstill-verkade betongsträngerna med hålrum.
För framställningen av blocken hade man en
enkel ramställning med rörlig
arbetsplatt-form på vilken "muraren" (i regel kvinnlig)
stod och i lämplig arbetshöjd efter ett enkelt
mönsterschema plockade ut stenarna, fig. 11.
Sedan första skiftet lagts, fördes en liten vagn
på vilken en bruksbehållare placerats fram
över blocken och spred lit fogbruket. Med
vibrering, och kanske litet manuell hjälp,
trängde en del bruk ned i stötfogarna, men
just detta förhållande, att stötfogarna icke
fylldes effektivt, syntes vara metodens svaga punkt.
Så anbringades skift efter skift tills full höjd
på blocket erhållits.
Dessa "murningsmaskiner" var placerade vid
tegelbruken, varigenom man vid transporterna
till bygget erhöll murade tegelpaket, fig. 12.
Metodiken föreföll vara ganska effektiv, sedd
mot bakgrunden av de här rådande
förhållandena, brist på murare, riklig tillgång på tegel,
sträng enhetlighet i planlösningen, förekomsten
av effektiva maskinella lyftredskap ävensom
lågt krav på värmeisolering.
V.J.V.V
Illlillll
•|#V#%V*V*
.........
nybyggen
•••••••••
• • • • t • • •
•••••••••
i
Polyvinylacetatfabrik i Perstorp
Skånska Ättikfabriken har börjat tillverkning av
polyvinylacetat (PVA) i en ny fabrik för en
produktion av 2 500 t/år. Tillverkningen är i hög grad
automatiserad varför bara tio arbetare behövs för
driften trots att komplicerade processer genomförs.
Fabriken har byggts belt i egen regi i samarbete
med ett brittiskt företag.
PVA förekommer som vattenemulsion, som lösning
3 estrar, ketoner eller alkoholer och som pulver. I
Perstorp skall man till en början tillverka bara
vattenemulsioner med 50—60 % hartshalt under
handelsnamnet Vinamul. Huvudråvaran är
vinylacetat som köps från tillverkare i Europa och
kommer till fabriken i tankvagn. Dessutom används
mjukningsmedel (ftalat), emulgeringsmedel och en
katalysator.
Vid tillverkningen emulgeras vinylacetat i vatten
till en droppstorlek på 1 [.i eller därunder.
Poly-merisationen sätts i gång genom tillsats av
katalysator och uppvärmning. Reaktionen är exoterm
och regleras därför genom kylning. När den är
slutförd har vinylacetatdropparna övergått till fasta
partiklar av polyvinylacetat. Emulsionen pumpas
till en blandare och försätts i den med
mjukningsmedel.
Vinylacetat är en eldfarlig vätska av l:a klass
varför omfattande säkerhetsåtgärder vidtagits i
fabriken. Slutprodukten är däremot inte eldfarlig. Den
är gift-, lukt- och sinakfri. Då den har stor bind-
TEKNISK TIDSKRIFT 1 959 669
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}