
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 34 - Aluminium inom skeppsbyggeriet, av C Fo—SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Man kan sålunda varje morgon
upplösnings-behandla nit för dagens behov. Eventuellt
resterande nit kan ånyo upplösningsbehandlas
följande dag.
Vid slagning av 5—6 mm nit med
lufthammare används med fördel den indirekta
metoden, vilket innebär att hammaren får slå på
sätthuvudet och att mothållet formar
stukhu-vudet. Med denna nitningsmetod kan
stukhu-vudet lämpligen utformas som ostskalle. För
diametrar på 8—10 mm och mera bör den
direkta nitningsmetoden användas, varvid
mothållet sättes an mot sätthuvudet och
hammarens stans utformar stukhuvudet. Huvudet bör
i detta fall formas till kullrig skalle eller
stympad kon; ostskalle bör ej förekomma för dessa
diametrar. Några typiska fel vid nitning
framgår av fig. 14.
Lastfördelningen i ett bultat förband skiljer
sig inte principiellt från den i ett nitat, men
ett bultförband kan, till skillnad från ett
nitförband, även ta upp stora draglaster i skaftets
riktning. Passbultar måste användas och hålen
brotschas. Passningen bör vara 0,5—0,7 % av
diametern.
Bult och skruv bör i regel utföras av stål och
skall vara förzinkade eller kadmierade samt
före monteringen helst doppas i zinkkromat.
En förzinkad bricka måste alltid finnas på
aluminiumsidan under muttern eller skallen.
Tätningsmedel i form av pasta under
bult-skallen, brickan och muttern rekommenderas.
Rostfritt stål i kontakt med aluminium kan ge
upphov till galvanisk korrosion i marin
atmosfär.
Bearbetning
Varmformning, t.ex. smidning, utförs bäst vid
de temperaturer som anges i tabell 4.
Glödgade ej härdbara legeringar kan lätt kallformas.
Om formningen är omfattande måste de dock
mellanglödgas (tabell 4 högra kolumnen).
Speciellt hos olegerat och låglegerat aluminium
kan kornet växa vid låg deformationsgrad.
Detta undviks genom att
glödgningstemperaturen hålls under
rekristallisationstemperatu-ren, lämpligen vid ca 300° C.
Tabell Materialtemperatur vid bearbetning
och värmebehandling
Varm- Upplösnings-
Rekristallisa-smidning behandling
tions-glödgning
°C °C °C
Ej härdbart
aluminium
SM 5578 520—450 520—450
6525 450—400 400—350
6538 450—400 400—350
Härdbart
aluminium
SM 6506 520—150 520±5 370—350
6508 500—450 520±5 370—350
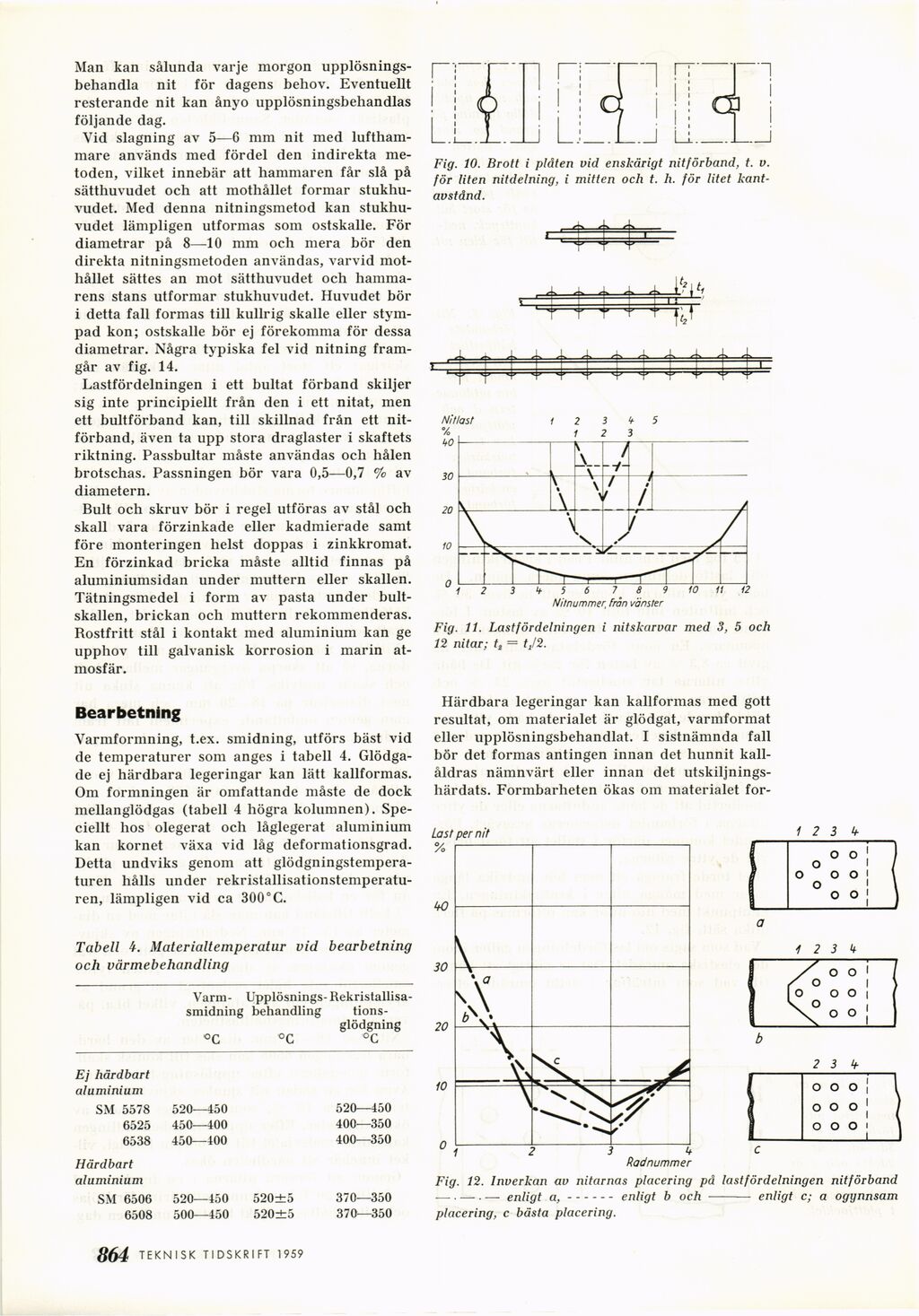
Fig. 10. Brott i plåten vid enskärigt nitförband, t. v.
för liten nitdelning, i mitten och t. h. för litet
kantavstånd.
Fig. 11. Lastfördelningen i nitskarvar med 3, 5 och
12 nitar; t, = tj2.
Härdbara legeringar kan kallformas med gott
resultat, om materialet är glödgat, varmformat
eller upplösningsbehandlat. I sistnämnda fall
bör det formas antingen innan det hunnit
kall-åldras nämnvärt eller innan det
utskiljnings-härdats. Formbarheten ökas om materialet for-
Fig. 12. Inverkan av nitarnas placering på last för delningen nitförband
––-enligt a,–––enligt b och - enligt c; a ogynnsam
placering, c bästa placering.
864 TEKNISK TIDSKRIFT 1959
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}