
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 43 - Nya metoder - Omloppshomogenisering, av SHl - Kortbågssvetsning, av SHl - Tereftalsyra ur bensen, av SHl - Elektrisk mätning av fartygs rörelser, av C Fo - Bearbetning av volfram, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
inte behövt passera homogeniseringsmaskinen (P W
Berg i Chemie-Ingenieur-Technik jan. 1959 s. 20—
21). SHl
Kortbågssvetsning
En ny amerikansk metod, som kan kallas
kortbågssvetsning ("short-arc welding"), är en form av
gas-bågsvetsning med metallelektrod (MIG-svetsning)
som möjliggör svetsning i alla lägen av 0,75—2,5
mm plåt av alla vanliga metaller, såsom kolstål,
rostfritt stål, aluminium (ned till 1 mm) och
koppar; så små plåttjocklekar har tidigare knappast
ansetts lämpliga för svetsning. Alla fogtyper kan
utföras för hand eller mekaniskt. Enligt uppgift ger
metoden bättre kontrollerad svetsning vid hög
hastighet och underlättar kälsvetsning.
Smältsvetsning med konventionella svetsaggregat
med belagd elektrod eller med skyddsgas ger så
mycket värme att smältningen inte kan regleras
tillfredsställande vid svetsning av stum-, överlapps-
eller kälfogar i tunn plåt. Kortbågssvetsning har
möjliggjorts genom användning av ett
konstantspän-ningsaggregat med fallande karakteristik (inre
motståndet växer med strömmen).
Med denna nya tvp av svetsaggregat har det visat
sig möjligt att behärska strömstötar, begränsa den
tid ljusbågen är släckt, hindra sprut och erhålla
en stabil ljusbåge. Denna tar 30—125 A vid 14—19
V och kortsluts många gånger per sekund, eftersom
elektroden vid svetsningen hålls mycket nära
arbetsstycket. Härigenom erhålls en liten snabbt
stelnande smälta och en exakt lokalisering av värmet
vilket möjliggör svetsning av tunn plåt i alla lägen.
Man använder vanligen 0,75 mm metallelektrod,
men även 0,5 mm hård elektrod ger gott resultat
vid svetsning av den tunnaste plåten. Argon har
visat sig bäst som skyddsgas för de flesta
metallerna, t.ex. aluminium, koppar och
koppar-kisellege-ringar. För rostfritt stål och kolstål har
argon-syre-och argon-koldioxidblandningar fått stor
användning. Ren koldioxid används för vissa stål, men
den ger mer sprut och en sämre sträng än
argon-koldioxidblandning (enl. Union Carbide
International Co., New York). SHl
Te ref talsyra ur bensen
Enligt en utveckling av den i Tyskland utarbetade
metoden att överföra ortoftalsyra till tereftalsyra
(Tekn. T. 1958 s. 690) kan man erhålla tereftalsyra
direkt av bensen genom att bringa denna att reagera
med kaliumkarbonat vid 350°C under tryck.
Reaktionen, som leder till kaliumtereftalat, påskyndas
med en kadmiumkatalysator. Närvarande är vidare
aluminiumkarbid som håller reaktionsblandningen
torr och ger acetylen som skyddsgas.
Bensen är en billigare råvara för tereftalsyra än
de hittills använda paraxylen, ftalsyraanhydrid och
bensoesyra (Chemical Engineering 10 aug. 1959
s. 53). SHl
Elektrisk mätning av fartygs rörelser
En elektromagnetisk logg, som kan mäta ett fartygs
fart och distans relativt vattnet tillverkas nu för
amerikanska marinen.
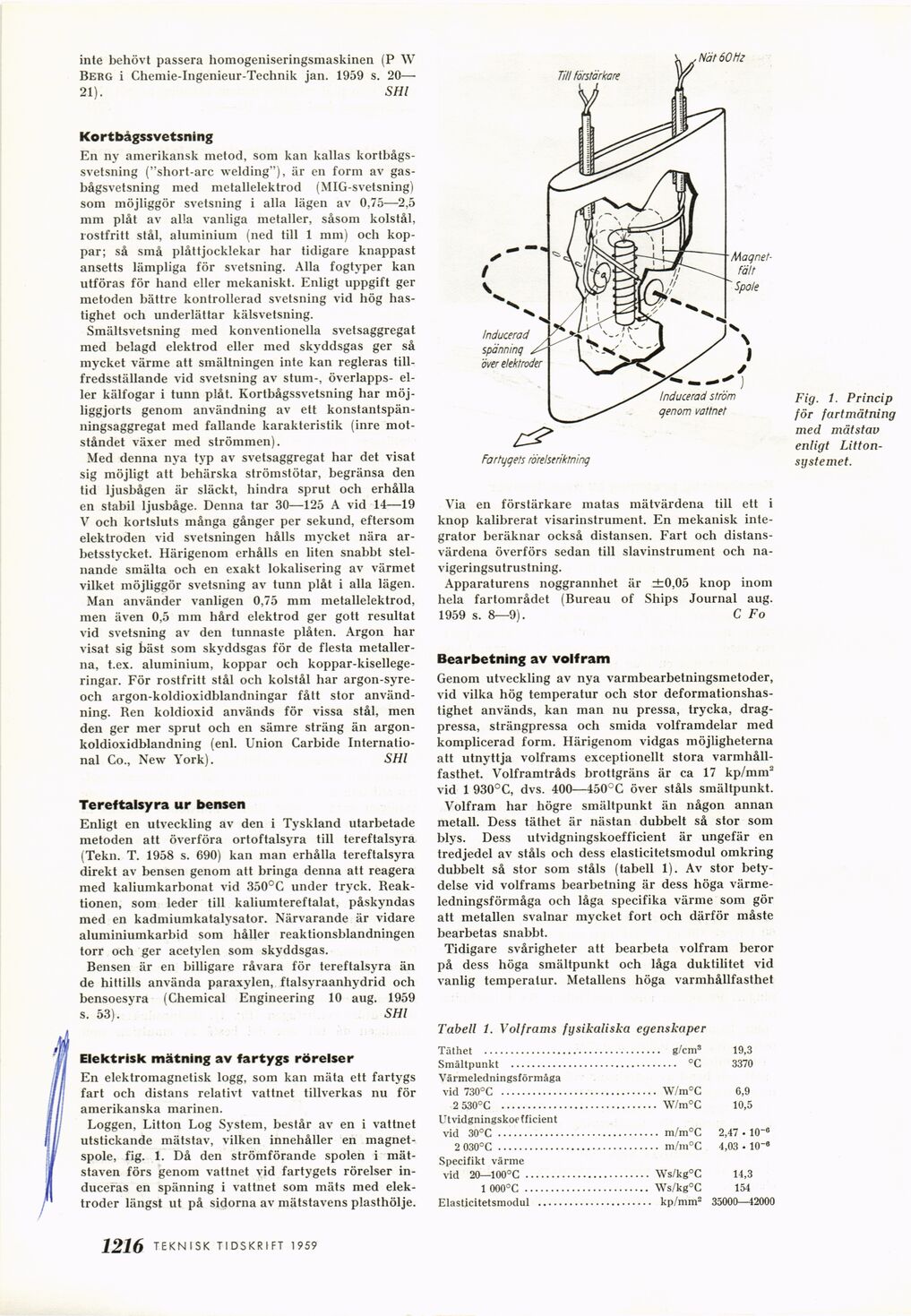
Loggen, Litton Log System, består av en i vattnet
utstickande mätstav, vilken innehåller en
magnet-spole, fig. 1. Då den strömförande spolen i
mät-staven förs genom vattnet vid fartygets rörelser
induceras en spänning i vattnet som mäts med
elektroder längst ut på sidorna av mätstavens plasthölje.
Via en förstärkare matas mätvärdena till ett i
knop kalibrerat visarinstrument. En mekanisk
inte-grator beräknar också distansen. Fart och
distansvärdena överförs sedan till slavinstrument och
na-vigeringsutrustning.
Apparaturens noggrannhet är ±0,05 knop inom
hela fartområdet (Bureau of Ships Journal aug.
1959 s. 8—9). C Fo
Bearbetning av volfram
Genom utveckling av nya varmbearbetningsmetoder,
vid vilka hög temperatur och stor
deformationshastighet används, kan man nu pressa, trycka,
dragpressa, strängpressa och smida volframdelar med
komplicerad form. Härigenom vidgas möjligheterna
att utnyttja volframs exceptionellt stora
varmhållfasthet. Volframtråds brottgräns är ca 17 kp/mm2
vid 1 930°C, dvs. 400—450°C över ståls smältpunkt.
Volfram har högre smältpunkt än någon annan
metall. Dess täthet är nästan dubbelt så stor som
blys. Dess utvidgningskoefficient är ungefär en
tredjedel av ståls och dess elasticitetsmodul omkring
dubbelt så stor som ståls (tabell 1). Av stor
betydelse vid volframs bearbetning är dess höga
värmeledningsförmåga och låga specifika värme som gör
att metallen svalnar mycket fort och därför måste
bearbetas snabbt.
Tidigare svårigheter att bearbeta volfram beror
på dess höga smältpunkt och låga duktilitet vid
vanlig temperatur. Metallens höga varmhållfasthet
Tabell 1. Volframs fysikaliska egenskaper
Täthet ........................ 19,3
Smältpunkt ................... ............. °C 3370
Värmeledningsförmåga
vid 730°C ..................... .......... W/m°C 6,9
2 530°C ..................... .......... W/m°C 10,5
Ut vidgningskoe f ficient
vid 30°C ..................... .......... m/m°C 2,47 . 10"6
2 030°C ..................... .......... m/m°C 4,03 • 10-«
Specifikt värme
vid 20—100°C................ ........ \Vs/kg°C 14,3
1 000°C ................ ........ \Vs/kg°C 154
Elasticitetsmodul .............. 35000—42000
Fig. 1. Princip
för fartmätning
med mätstav
enligt
Litton-systemet.
1216 TEKN ISK TI DSKRI FT 1959
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}