
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 7 - Stenmalning, av Per H:son Fahlström
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
-Jllllllllllllllll[l Hf
8
10
A
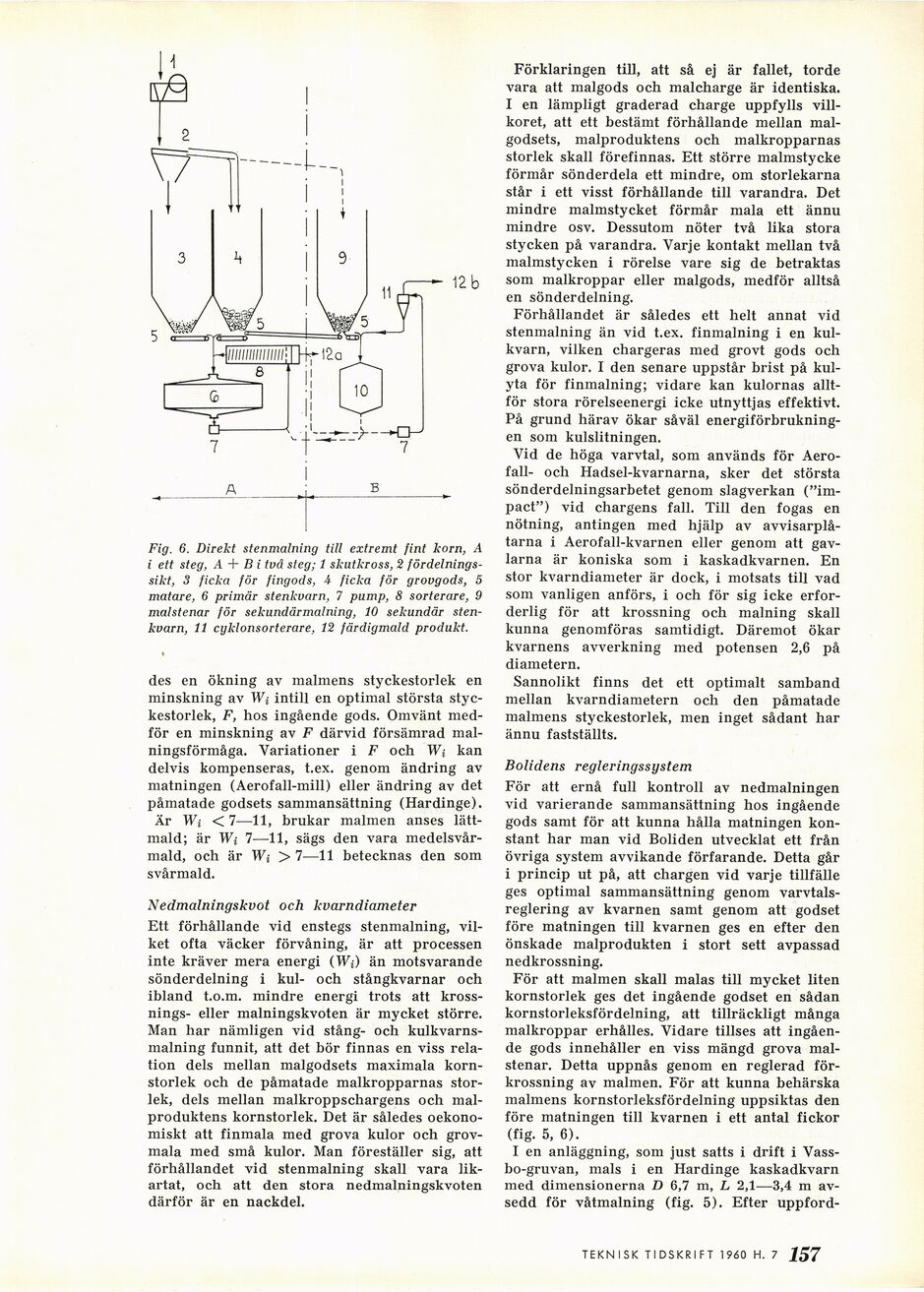
Fig. 6. Direkt stenmalning till extremt fint korn, A
i ett steg, A + B i tvä steg; 1 skutkross, 2
fördelnings-sikt, 3 ficka för fingods, 4 ficka för grovgods, 5
matare, 6 primär stenkvarn, 7 pump, 8 sorterare, 9
malstenar för sekundärmalning, 10 sekundär
sten-kvarn, 11 cyklonsorterare, 12 färdigmald produkt.
des en ökning av malmens styckestorlek en
minskning av Wi intill en optimal största
styckestorlek, F, hos ingående gods. Omvänt
medför en minskning av F därvid försämrad
mal-ningsförmåga. Variationer i F och Wi kan
delvis kompenseras, t.ex. genom ändring av
matningen (Aerofall-mill) eller ändring av det
påmatade godsets sammansättning (Hardinge).
Är Wi < 7—11, brukar malmen anses
lätt-mald; är Wi 7—11, sägs den vara
medelsvår-mald, och är Wi > 7—11 betecknas den som
svårmald.
Nedmalningskvot och kvarndiameter
Ett förhållande vid enstegs stenmalning,
vilket ofta väcker förvåning, är att processen
inte kräver mera energi (Wj) än motsvarande
sönderdelning i kul- och stångkvarnar och
ibland t.o.m. mindre energi trots att
kross-nings- eller malningskvoten är mycket större.
Man har nämligen vid stång- och
kulkvarns-malning funnit, att det bör finnas en viss
relation dels mellan malgodsets maximala
kornstorlek och de påmatade malkropparnas
storlek, dels mellan malkroppschargens och
mal-produktens kornstorlek. Det är således
oekonomiskt att finmala med grova kulor och
grov-mala med små kulor. Man föreställer sig, att
förhållandet vid stenmalning skall vara
likartat, och att den stora nedmalningskvoten
därför är en nackdel.
Förklaringen till, att så ej är fallet, torde
vara att malgods och malcharge är identiska.
I en lämpligt graderad charge uppfylls
villkoret, att ett bestämt förhållande mellan
malgodsets, malproduktens och malkropparnas
storlek skall förefinnas. Ett större malmstycke
förmår sönderdela ett mindre, om storlekarna
står i ett visst förhållande till varandra. Det
mindre malmstycket förmår mala ett ännu
mindre osv. Dessutom nöter två lika stora
stycken på varandra. Varje kontakt mellan två
malmstycken i rörelse vare sig de betraktas
som malkroppar eller malgods, medför alltså
en sönderdelning.
Förhållandet är således ett helt annat vid
stenmalning än vid t.ex. finmalning i en
kulkvarn, vilken chargeras med grovt gods och
grova kulor. I den senare uppstår brist på
kulyta för finmalning; vidare kan kulornas
alltför stora rörelseenergi icke utnyttjas effektivt.
På grund härav ökar såväl
energiförbrukningen som kulslitningen.
Vid de höga varvtal, som används för
Aero-fall- och Hadsel-kvarnarna, sker det största
sönderdeJningsarbetet genom slagverkan
("im-pact") vid chargens fall. Till den fogas en
nötning, antingen med hjälp av
avvisarplå-tarna i Aerofall-kvarnen eller genom att
gavlarna är koniska som i kaskadkvarnen. En
stor kvarndiameter är dock, i motsats till vad
som vanligen anförs, i och för sig icke
erforderlig för att krossning och målning skall
kunna genomföras samtidigt. Däremot ökar
kvarnens avverkning med potensen 2,6 på
diametern.
Sannolikt finns det ett optimalt samband
mellan kvarndiametern och den påmatade
malmens styckestorlek, men inget sådant har
ännu fastställts.
Bolidens regleringssystem
För att ernå full kontroll av nedmalningen
vid varierande sammansättning hos ingående
gods samt för att kunna hålla matningen
konstant har man vid Boliden utvecklat ett från
övriga system avvikande förfarande. Detta går
i princip ut på, att chargen vid varje tillfälle
ges optimal sammansättning genom
varvtalsreglering av kvarnen samt genom att godset
före matningen till kvarnen ges en efter den
önskade malprodukten i stort sett avpassad
nedkrossning.
För att malmen skall malas till mycket liten
kornstorlek ges det ingående godset en sådan
kornstorleksfördelning, att tillräckligt många
malkroppar erhålles. Vidare tillses att
ingående gods innehåller en viss mängd grova
malstenar. Detta uppnås genom en reglerad
för-krossning av malmen. För att kunna behärska
malmens kornstorleksfördelning uppsiktas den
före matningen till kvarnen i ett antal fickor
(fig. 5, 6).
I en anläggning, som just satts i drift i
Vass-bo-gruvan, mals i en Hardinge kaskadkvarn
med dimensionerna D 6,7 m, L 2,1—3,4 m
avsedd för våtmalning (fig. 5). Efter uppford-
TEKN1SK TIDSKRIFT 1960 H. 7 157
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}