
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 12 - Bearbetbarhet, av Owen Andersson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
fördetninq
%
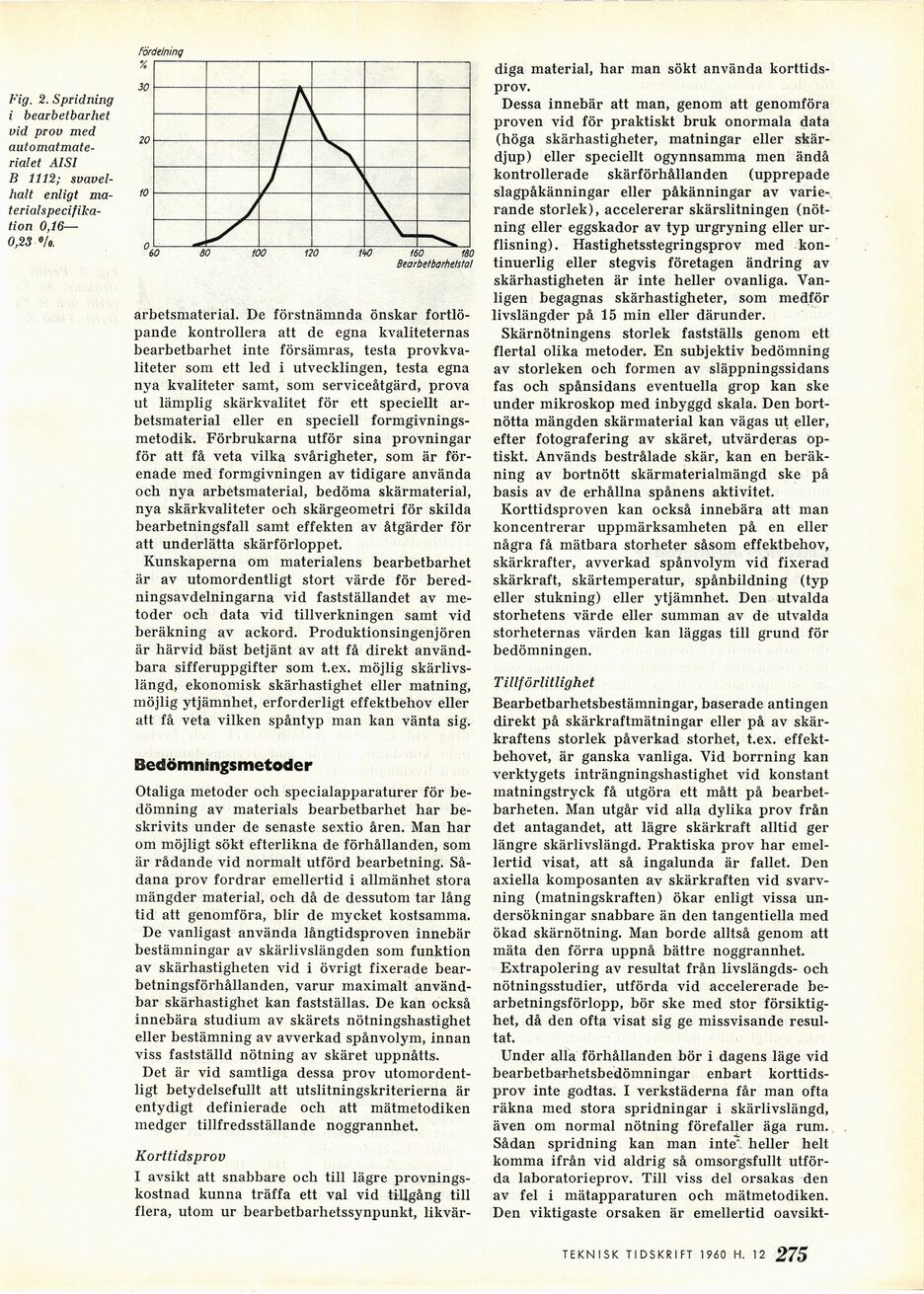
Fig. 2. Spridning
i bearbetbarhet
vid prov med [-automatmaterialet-]
{+automatmate-
rialet+} AISI
B 1112;
svavelhalt enligt
materialspecifikation 0,16—
0,23 •/».
160 180
Bearbetbarhetstot
arbetsmaterial. De förstnämnda önskar
fortlöpande kontrollera att de egna kvaliteternas
bearbetbarhet inte försämras, testa
provkvaliteter som ett led i utvecklingen, testa egna
nya kvaliteter samt, som serviceåtgärd, prova
ut lämplig skärkvalitet för ett speciellt
arbetsmaterial eller en speciell
formgivningsmetodik. Förbrukarna utför sina provningar
för att få veta vilka svårigheter, som är
förenade med formgivningen av tidigare använda
och nya arbetsmaterial, bedöma skärmaterial,
nya skärkvaliteter och skärgeometri för skilda
bearbetningsfall samt effekten av åtgärder för
att underlätta skärförloppet.
Kunskaperna om materialens bearbetbarhet
är av utomordentligt stort värde för
beredningsavdelningarna vid fastställandet av
metoder och data vid tillverkningen samt vid
beräkning av ackord. Produktionsingenjören
är härvid bäst betjänt av att få direkt
användbara sifferuppgifter som t.ex. möjlig
skärlivslängd, ekonomisk skärhastighet eller matning,
möjlig ytjämnhet, erforderligt effektbehov eller
att få veta vilken spåntyp man kan vänta sig.
Bedömningsmetoder
Otaliga metoder och specialapparaturer för
bedömning av materials bearbetbarhet har
beskrivits under de senaste sextio åren. Man har
om möjligt sökt efterlikna de förhållanden, som
är rådande vid normalt utförd bearbetning.
Sådana prov fordrar emellertid i allmänhet stora
mängder material, och då de dessutom tar lång
tid att genomföra, blir de mycket kostsamma.
De vanligast använda långtidsproven innebär
bestämningar av skärlivslängden som funktion
av skärhastigheten vid i övrigt fixerade
bearbetningsförhållanden, varur maximalt
användbar skärhastighet kan fastställas. De kan också
innebära studium av skärets nötningshastighet
eller bestämning av avverkad spånvolym, innan
viss fastställd nötning av skäret uppnåtts.
Det är vid samtliga dessa prov
utomordentligt betydelsefullt att utslitningskriterierna är
entydigt definierade och att mätmetodiken
medger tillfredsställande noggrannhet.
Korttidsprov
I avsikt att snabbare och till lägre
provningskostnad kunna träffa ett val vid tillgång till
flera, utom ur bearbetbarhetssynpunkt, likvär-
diga material, har man sökt använda
korttidsprov.
Dessa innebär att man, genom att genomföra
proven vid för praktiskt bruk onormala data
(höga skärhastigheter, matningar eller
skärdjup) eller speciellt ogynnsamma men ändå
kontrollerade skärförhållanden (upprepade
slagpåkänningar eller påkänningar av
varierande storlek), accelererar skärslitningen
(nötning eller eggskador av typ urgryning eller
ur-flisning). Hastighetsstegringsprov med
kontinuerlig eller stegvis företagen ändring av
skärhastigheten är inte heller ovanliga.
Vanligen begagnas skärhastigheter, som medför
livslängder på 15 min eller därunder.
Skärnötningens storlek fastställs genom ett
flertal olika metoder. En subjektiv bedömning
av storleken och formen av släppningssidans
fas och spånsidans eventuella grop kan ske
under mikroskop med inbyggd skala. Den
bortnötta mängden skärmaterial kan vägas ut eller,
efter fotografering av skäret, utvärderas
optiskt. Används bestrålade skär, kan en
beräkning av bortnött skärmaterialmängd ske på
basis av de erhållna spånens aktivitet.
Korttidsproven kan också innebära att man
koncentrerar uppmärksamheten på en eller
några få mätbara storheter såsom effektbehov,
skärkrafter, avverkad spånvolym vid fixerad
skärkraft, skärtemperatur, spånbildning (typ
eller stukning) eller ytjämnhet. Den utvalda
storhetens värde eller summan av de utvalda
storheternas värden kan läggas till grund för
bedömningen.
Tillförlitlighet
Bearbetbarhetsbestämningar, baserade antingen
direkt på skärkraftmätningar eller på av
skärkraftens storlek påverkad storhet, t.ex.
effektbehovet, är ganska vanliga. Vid borrning kan
verktygets inträngningshastighet vid konstant
matningstryck få utgöra ett mått på
bearbet-barheten. Man utgår vid alla dylika prov från
det antagandet, att lägre skärkraft alltid ger
längre skärlivslängd. Praktiska prov har
emellertid visat, att så ingalunda är fallet. Den
axiella komposanten av skärkraften vid
svarvning (matningskraften) ökar enligt vissa
undersökningar snabbare än den tangentiella med
ökad skärnötning. Man borde alltså genom att
mäta den förra uppnå bättre noggrannhet.
Extrapolering av resultat från livslängds- och
nötningsstudier, utförda vid accelererade
bearbetningsförlopp, bör ske med stor
försiktighet, då den ofta visat sig ge missvisande
resultat.
Under alla förhållanden bör i dagens läge vid
bearbetbarhetsbedömningar enbart
korttidsprov inte godtas. I verkstäderna får man ofta
räkna med stora spridningar i skärlivslängd,
även om normal nötning förefaller äga rum.
Sådan spridning kan man inte~ heller helt
komma ifrån vid aldrig så omsorgsfullt
utförda laboratorieprov. Till viss del orsakas den
av fel i mätapparaturen och mätmetodiken.
Den viktigaste orsaken är emellertid oavsikt-
TEKNISK TIDSKRIFT 1960 H. 7 J(f3
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}