
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 16 - Konstruktionsfilosofi, av Erik Carlberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
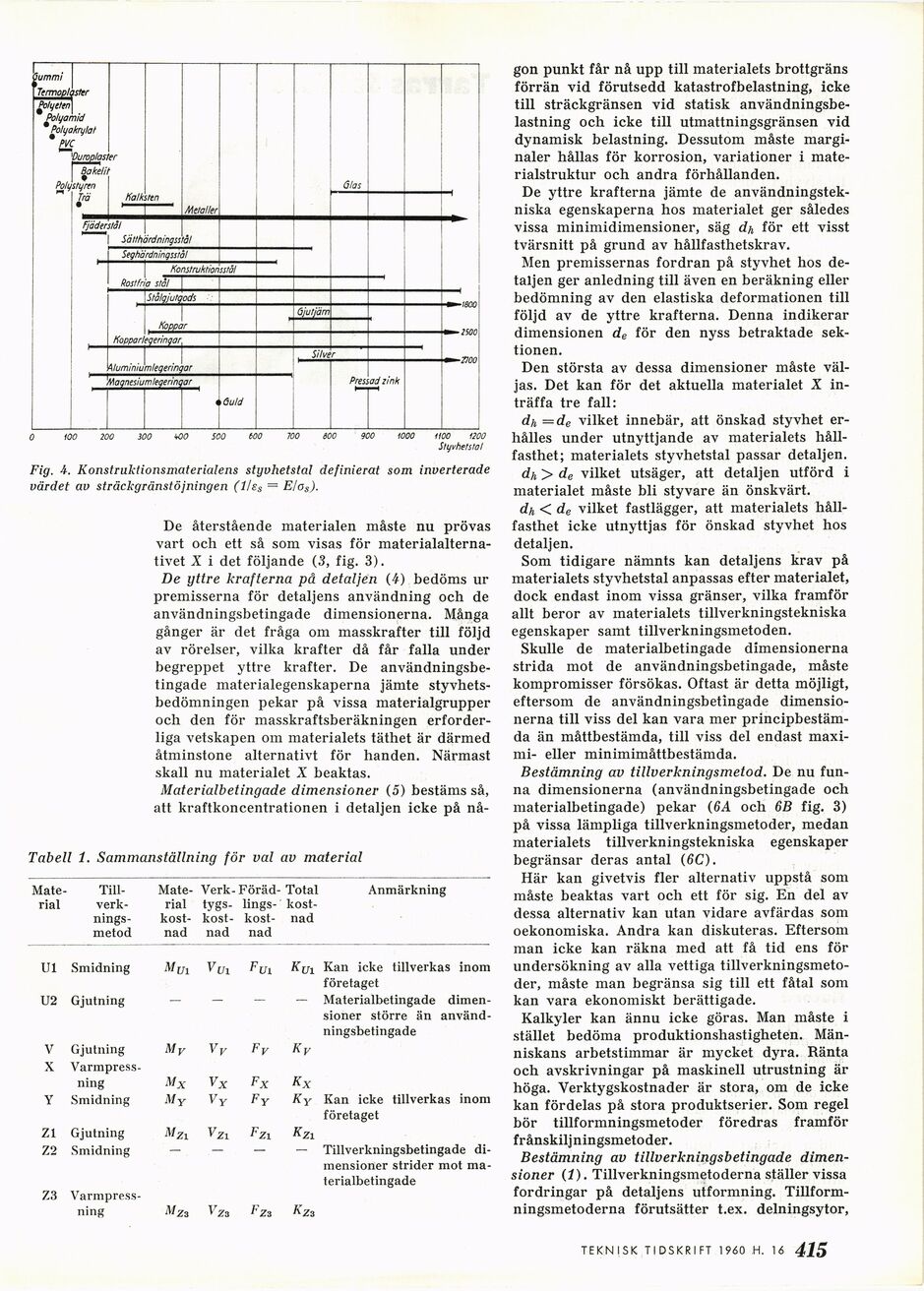
O 100 200 300 K>0 SOO 600 700 100 900 1000 1100 1200
Styvhetstal
Fig. 4. Konstruktionsmaterialens styvhetstal definierat som inverterade
värdet av sträckgränstöjningen (l/£s = E/os).
De återstående materialen måste nu prövas
vart och ett så som visas för
materialalternativet X i det följande (3, fig. 3).
De yttre krafterna på detaljen (4) bedöms ur
premisserna för detaljens användning och de
användningsbetingade dimensionerna. Många
gånger är det fråga om masskrafter till följd
av rörelser, vilka krafter då får falla under
begreppet yttre krafter. De
användningsbetingade materialegenskaperna jämte
styvhetsbedömningen pekar på vissa materialgrupper
och den för masskraftsberäkningen
erforderliga vetskapen om materialets täthet är därmed
åtminstone alternativt för handen. Närmast
skall nu materialet X beaktas.
Materialbetingade dimensioner (5) bestäms så,
att kraftkoncentrationen i detaljen icke på nå-
Tabell 1. Sammanställning för val av material
Mate- Till-
rial verk-
mngs-
metod
[-Material kostnad-]
{+Mate- rial kost- nad+} Verk- tygs-
kost-nad Föräd-lings-kost-nad Total
kostnad
Anmärkning
IJ1 Smidning Mm Vxji FUl KVl Kan icke tillverkas inom
företaget
U2 Gjutning — — — — Materialbetingade dimen-
sioner större än
användningsbetingade
företaget
Tillverkningsbetingade
dimensioner strider mot
materialbetingade
V Gjutning My Vf Fy Ky
X Varmpress-
ning Mx Vx Fx Kx
Y Smidning M y VY Fy Ky
Z1 Gjutning Mzi vZl Fzi
Z2 Smidning - . .- -
Z3 Varmpress-
ning Mz 3 Vz3 Fzz F/i
gon punkt får nå upp till materialets brottgräns
förrän vid förutsedd katastrofbelastning, icke
till sträckgränsen vid statisk
användningsbelastning och icke till utmattningsgränsen vid
dynamisk belastning. Dessutom måste
marginaler hållas för korrosion, variationer i
materialstruktur och andra förhållanden.
De yttre krafterna jämte de
användningstekniska egenskaperna hos materialet ger således
vissa minimidimensioner, säg dh för ett visst
tvärsnitt på grund av hållfasthetskrav.
Men premissernas fordran på styvhet hos
detaljen ger anledning till även en beräkning eller
bedömning av den elastiska deformationen till
följd av de yttre krafterna. Denna indikerar
dimensionen de för den nyss betraktade
sektionen.
Den största av dessa dimensioner måste
väljas. Det kan för det aktuella materialet X
inträffa tre fall:
du =de vilket innebär, att önskad styvhet
erhålles under utnyttjande av materialets
hållfasthet; materialets styvhetstal passar detaljen.
dh > de vilket utsäger, att detaljen utförd i
materialet måste bli styvare än önskvärt.
dh < de vilket fastlägger, att materialets
hållfasthet icke utnyttjas för önskad styvhet hos
detaljen.
Som tidigare nämnts kan detaljens krav på
materialets styvhetstal anpassas efter materialet,
dock endast inom vissa gränser, vilka framför
allt beror av materialets tillverkningstekniska
egenskaper samt tillverkningsmetoden.
Skulle de materialbetingade dimensionerna
strida mot de användningsbetingade, måste
kompromisser försökas. Oftast är detta möjligt,
eftersom de användningsbetingade
dimensionerna till viss del kan vara mer
principbestämda än måttbestämda, till viss del endast
maximi- eller minimimåttbestämda.
Bestämning av tillverkningsmetod. De nu
funna dimensionerna (användningsbetingade och
materialbetingade) pekar (6A och 6B fig. 3)
på vissa lämpliga tillverkningsmetoder, medan
materialets tillverkningstekniska egenskaper
begränsar deras antal (6C).
Här kan givetvis fler alternativ uppstå som
måste beaktas vart och ett för sig. En del av
dessa alternativ kan utan vidare avfärdas som
oekonomiska. Andra kan diskuteras. Eftersom
man icke kan räkna med att få tid ens för
undersökning av alla vettiga
tillverkningsmetoder, måste man begränsa sig till ett fåtal som
kan vara ekonomiskt berättigade.
Kalkyler kan ännu icke göras. Man måste i
stället bedöma produktionshastigheten.
Människans arbetstimmar är mycket dyra. Ränta
och avskrivningar på maskinell utrustning är
höga. Verktygskostnader är stora, om de icke
kan fördelas på stora produktserier. Som regel
bör tillformningsmetoder föredras framför
frånskiljningsmetoder.
Bestämning av tillverkningsbetingade
dimensioner (1). Tillverkningsmetoderna ställer vissa
fordringar på detaljens utformning.
Tillform-ningsmetoderna förutsätter t.ex. delningsytor,
TEKNISK TIDSKRIFT 1 960 H. 15 415
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}