
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 19 - Nya metoder - Högfrekvensugn värmer mat på löpande band, av B Skate - Svetsning med elektronstråle, av SHl - Filtrering av giftiga ämnen ur avgaser, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
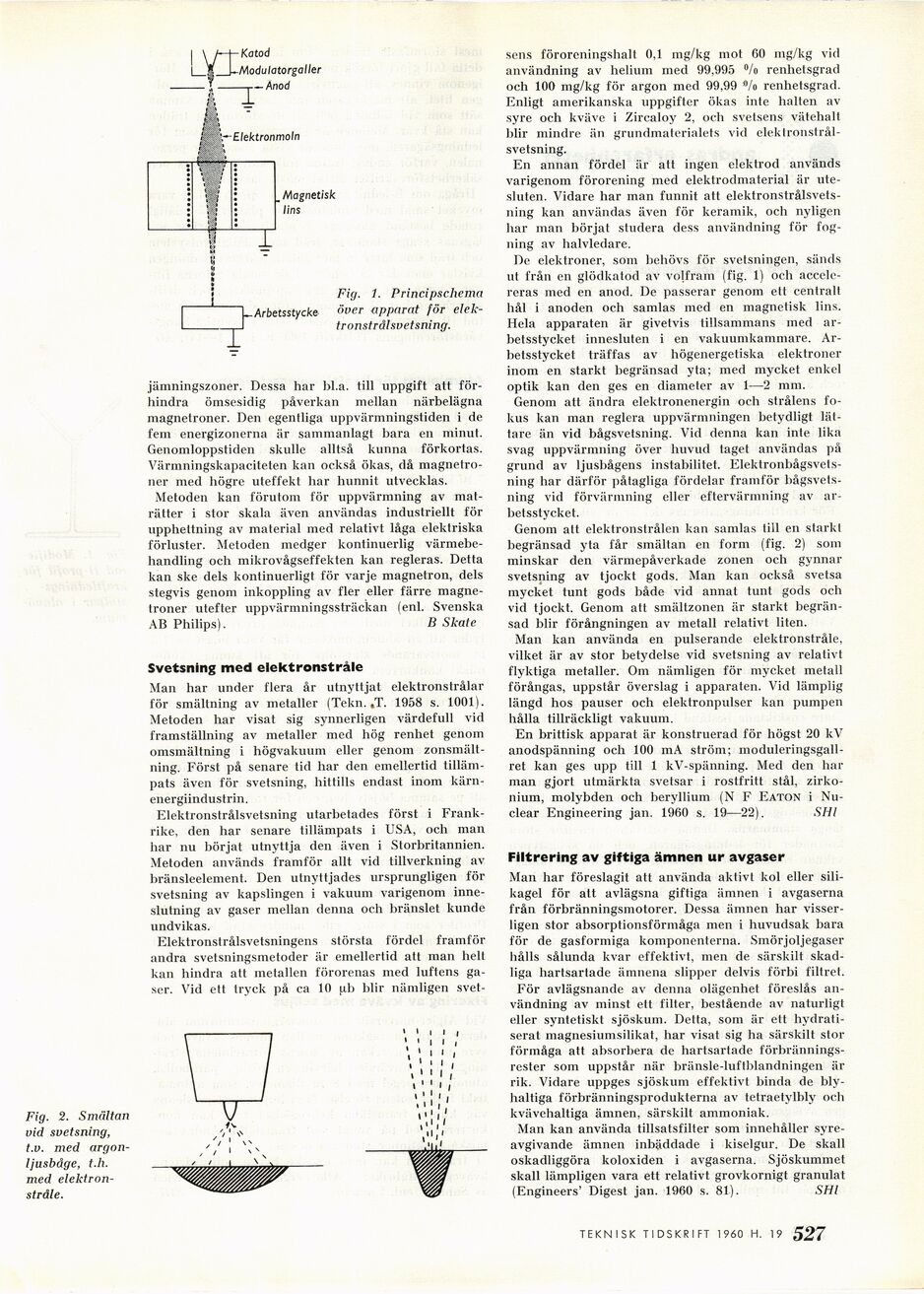
\ /—(-Katod
_H_l~Modulatorgaller
— t-1— Anod
Fig. /. Principschema
över apparat för
elek-tronstrålsvetsning.
jämningszoner. Dessa har bl.a. till uppgift att
förhindra ömsesidig påverkan mellan närbelägna
magnetroner. Den egentliga uppvärmningstiden i de
fem energizonerna är sammanlagt bara en minut.
Genomloppstiden skulle alltså kunna förkortas.
Värmningskapaciteten kan också ökas, då
magnetroner med högre uteffekt har hunnit utvecklas.
Metoden kan förutom för uppvärmning av
maträtter i stor skala även användas industriellt för
upphettning av material med relativt låga elektriska
förluster. Metoden medger kontinuerlig
värmebehandling och mikrovågseffekten kan regleras. Detta
kan ske dels kontinuerligt för varje magnetron, dels
stegvis genom inkoppling av fler eller färre
magnetroner utefter uppvärmningssträckan (enl. Svenska
AB Philips). B Skate
Svetsning med eiektronstråle
Man har under flera år utnyttjat elektronstrålar
för smältning av metaller (Tekn. .T. 1958 s. 1001).
Metoden har visat sig synnerligen värdefull vid
framställning av metaller med hög renhet genom
omsmältning i högvakuum eller genom
zonsmältning. Först på senare tid har den emellertid
tillämpats även för svetsning, hittills endast inom
kärnenergiindustrin.
Elektronstrålsvetsning utarbetades först i
Frankrike, den har senare tillämpats i USA, och man
har nu börjat utnyttja den även i Storbritannien.
Metoden används framför allt vid tillverkning av
bränsleelement. Den utnyttjades ursprungligen för
svetsning av kapslingen i vakuum varigenom
inne-slutning av gaser mellan denna och bränslet kunde
undvikas.
Elektronstrålsvetsningens största fördel framför
andra svetsningsmetoder är emellertid att man helt
kan hindra att metallen förorenas med luftens
gaser. Vid ett tryck på ca 10 (xb blir nämligen svet-
Fig. 2. Smältan
vid svetsning,
t.v. med
argon-Ijusbåge, t.h.
med
elektron-stråle.
sens föroreningshalt 0,1 mg/kg mot 60 mg/kg vid
användning av helium med 99,995 °/o renhetsgrad
och 100 mg/kg för argon med 99,99 renhetsgrad.
Enligt amerikanska uppgifter ökas inte halten av
syre och kväve i Zircaloy 2, och svetsens vätehalt
blir mindre än grundmaterialets vid
elektronstrålsvetsning.
En annan fördel är att ingen elektrod används
varigenom förorening med elektrodmaterial är
utesluten. Vidare har man funnit att
elektronstrålsvetsning kan användas även för keramik, och nyligen
har man börjat studera dess användning för
fog-ning av halvledare.
De elektroner, som behövs för svetsningen, sänds
ut från en glödkatod av volfram (fig. 1) och
accelereras med en anod. De passerar genom ett centralt
hål i anoden och samlas med en magnetisk lins.
Hela apparaten är givetvis tillsammans med
arbetsstycket innesluten i en vakuumkammare.
Arbetsstycket träffas av högenergetiska elektroner
inom en starkt begränsad yta; med mycket enkel
optik kan den ges en diameter av 1—2 mm.
Genom att ändra elektronenergin och strålens
fokus kan man reglera uppvärmningen betydligt
lättare än vid bågsvetsning. Vid denna kan inte lika
svag uppvärmning över huvud taget användas på
grund av ljusbågens instabilitet.
Elektronbågsvets-ning har därför påtagliga fördelar framför
bågsvetsning vid förvärmning eller eftervärmning av
arbetsstycket.
Genom att elektronstrålen kan samlas till en starkt
begränsad yta får smältan en form (fig. 2) som
minskar den värmepåverkade zonen och gynnar
svetsning av tjockt gods. Man kan också svetsa
mycket tunt gods både vid annat tunt gods och
vid tjockt. Genom att smältzonen är starkt
begränsad blir förångningen av metall relativt liten.
Man kan använda en pulserande eiektronstråle,
vilket är av stor betydelse vid svetsning av relativt
flyktiga metaller. Om nämligen för mycket metall
förångas, uppstår överslag i apparaten. Vid lämplig
längd hos pauser och elektronpulser kan pumpen
hålla tillräckligt vakuum.
En brittisk apparat är konstruerad för högst 20 kV
anodspänning och 100 mA ström;
moduleringsgall-ret kan ges upp till 1 kV-spänning. Med den har
man gjort utmärkta svetsar i rostfritt stål,
zirkonium, molybden och beryllium (N F Eaton i
Nu-clear Engineering jan. 1960 s. 19—22). SHl
Filtrering av giftiga ämnen ur avgaser
Man har föreslagit att använda aktivt kol eller
sili-kagel för alt avlägsna giftiga ämnen i avgaserna
från förbränningsmotorer. Dessa ämnen har
visserligen stor absorptionsförmåga men i huvudsak bara
för de gasformiga komponenterna. Smörjoljegaser
hålls sålunda kvar effektivt, men de särskilt
skadliga hartsartade ämnena slipper delvis förbi filtret.
För avlägsnande av denna olägenhet föreslås
användning av minst ett filter, bestående av naturligt
eller syntetiskt sjöskum. Detta, som är ett
hydrati-serat magnesiumsilikat, har visat sig ha särskilt stor
förmåga att absorbera de hartsartade
förbrännings-rester som uppstår när bränsle-luftblandningen är
rik. Vidare uppges sjöskum effektivt binda de
bly-haltiga förbränningsprodukterna av tetraetylbly och
kvävehaltiga ämnen, särskilt ammoniak.
Man kan använda tillsatsfilter som innehåller
syre-avgivande ämnen inbäddade i kiselgur. De skall
oskadliggöra koloxiden i avgaserna. Sjöskummet
skall lämpligen vara ett relativt grovkornigt granulat
(Engineers’ Digest jan. 1960 s. 81). SHl
TEKNISK TIDSKRIFT 19é0 H. 18 527
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}