
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 45 - Stenmalning i Vassbo-gruvan, av Per Fahlström H:son - 12 milj. nya TV-mottagare - Ett kontinuerligt brygghus - En 16 tums svarv var 15:e minut - Den brittiska exporten av elektronikkomponenter
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
50 100 200 mm
Siktens mask vidd
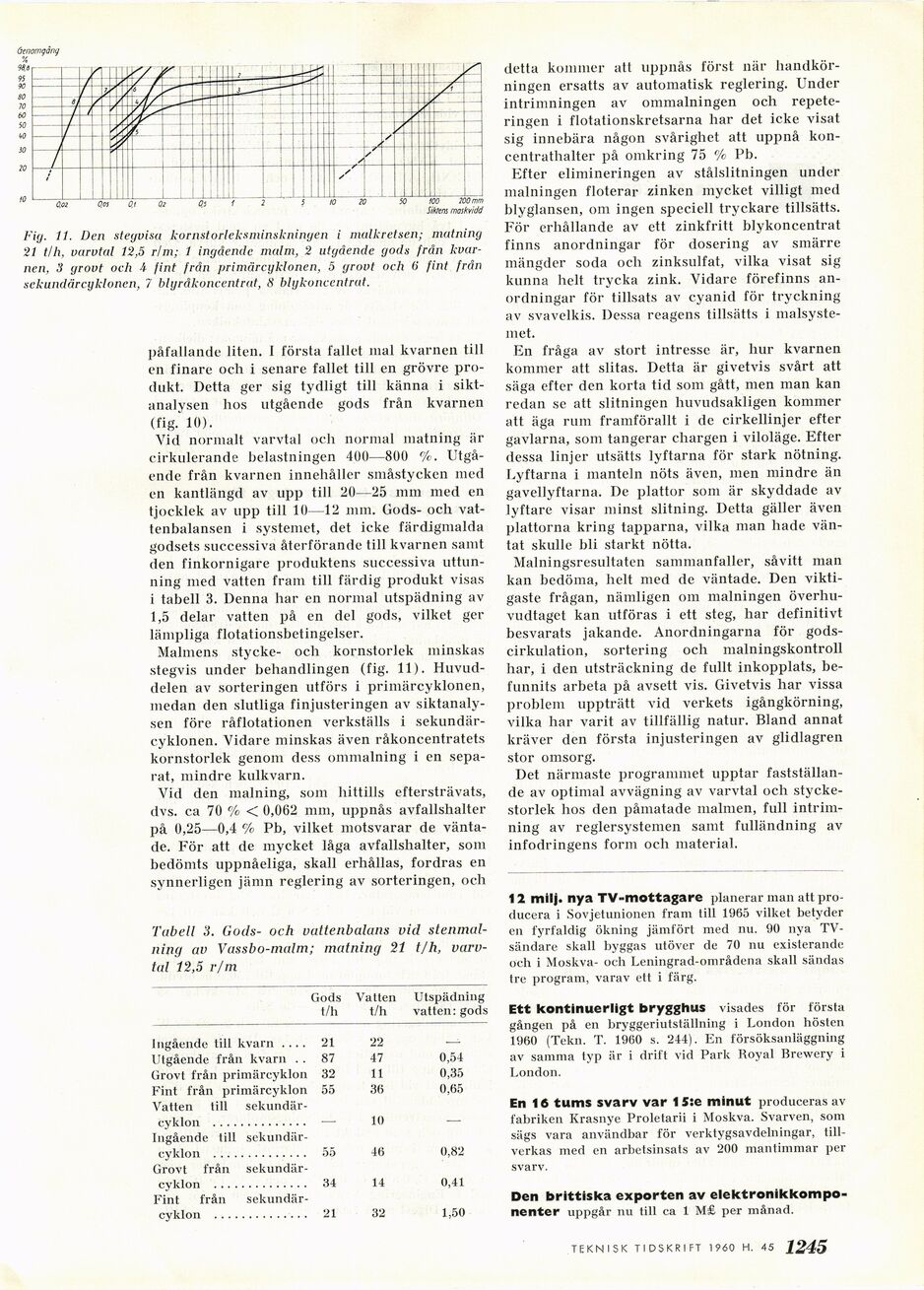
Fig. 11. Den stegvisa kornstorleksminskninyen i malkretsen; matning
21 t/h, varvtal 12,5 rim; 1 ingående malm, 2 utgående gods frän
kvarnen, 3 grovt och 4 fint från primärcyklonen, 5 grovt och ö fint från
sekundärcykloncn, 7 blyråkoncentrat, 8 blykoncentrat.
påfallande liten. I första fallet mal kvarnen till
en finare och i senare fallet till en grövre
produkt. Detta ger sig tydligt till känna i
sikt-analysen hos utgående gods från kvarnen
(fig. 10).
Vid normalt varvtal och normal matning är
cirkulerande belastningen 400—800
Utgående från kvarnen innehåller småstycken med
en kantlängd av upp till 20—25 mm med en
tjocklek av upp till 10—12 mm. Gods- och
vattenbalansen i systemet, det icke färdigmalda
godsets successiva återförande till kvarnen samt
den finkornigare produktens successiva
uttunning med vatten fram till färdig produkt visas
i tabell 3. Denna har en normal utspädning av
1,5 delar vatten på en del gods, vilket ger
lämpliga flotationsbetingelser.
Malmens stycke- och kornstorlek minskas
stegvis under behandlingen (fig. 11).
Huvuddelen av sorteringen utförs i prinüircyklonen,
medan den slutliga finjusteringen av
siktanaly-sen före råflotationen verkställs i
sekundär-cyklonen. Vidare minskas även råkoncentratets
kornstorlek genom dess ommalning i en
separat, mindre kulkvarn.
Vid den målning, som hittills eftersträvats,
dvs. ca 70 % < 0,062 mm, uppnås avfallshalter
på 0,25—0,4 % Pb, vilket motsvarar de
väntade. För att de mycket låga avfallshalter, som
bedömts uppnåeliga, skall erhållas, fordras en
synnerligen jämn reglering av sorteringen, och
Tabell 3. Gods- och vattenbalans vid
stenmal-ning av Vassbo-malm; matning 21 t/h,
varvtal 12,5 r/m
Gods Vatten Utspädning
t/h t/h vatten: g
Ingående till kvarn .... 21 22 .—,
Utgående från kvarn . . 87 47 0,54
Grovt från primärcyklon 32 11 0,35
Fint från primärcyklon 55 36 0,65
Vatten till sekundär-
cyklon .............. — 10 —
Ingående till sekundär-
cyklon .............. 55 46 0,82
Grovt från sekundär-
cyklon .............. 34 14 0,41
Fint från sekundär-
cyklon .............. 21 32 1,50
detta kommer atl uppnås först när
handkörningen ersatts av automatisk reglering. Under
intrimningen av ommalningen och
repeteringen i flotationskretsarna har det icke visat
sig innebära någon svårighet att uppnå
koncentrathalter på omkring 75 % Pb.
Efter elimineringen av stålslitningen under
målningen floterar zinken mycket villigt med
blyglansen, om ingen speciell tryckare tillsätts.
För erhållande av ett zinkfritt blykoncentrat
finns anordningar för dosering av smärre
mängder soda och zinksulfat, vilka visat sig
kunna helt trycka zink. Vidare förefinns
anordningar för tillsats av cyanid för tryckning
av svavelkis. Dessa reagens tillsätts i
malsyste-met.
En fråga av stort intresse är, hur kvarnen
kommer att slitas. Detta är givetvis svårt att
säga efter den korta tid som gått, men man kan
redan se att slitningen huvudsakligen kommer
att äga rum framförallt i de cirkellinjer efter
gavlarna, som tangerar chargen i viloläge. Efter
dessa linjer utsätts lyftarna för stark nötning.
Lyftarna i manteln nöts även, men mindre än
gavellyftarna. De plattor som är skyddade av
lyftare visar minst slitning. Detta gäller även
plattorna kring tapparna, vilka man hade
väntat skulle bli starkt nötta.
Malningsresultaten sammanfaller, såvitt man
kan bedöma, helt med de väntade. Den
viktigaste frågan, nämligen om målningen
överhuvudtaget kan utföras i ett steg, har definitivt
besvarats jakande. Anordningarna för
godscirkulation, sortering och malningskontroll
har, i den utsträckning de fullt inkopplats,
befunnits arbeta på avsett vis. Givetvis har vissa
problem uppträtt vid verkets igångkörning,
vilka har varit av tillfällig natur. Bland annat
kräver den första injusteringen av glidlagren
stor omsorg.
Det närmaste programmet upptar
fastställande av optimal avvägning av varvtal och
styckestorlek hos den påmatade malmen, full
intrim-ning av reglersystemen samt fulländning av
infodringens form och material.
12 milj. nya TV-mottagare planerar man att
producera i Sovjetunionen fram till 1965 vilket betyder
en fyrfaldig ökning jämfört med nu. 90 nya
TV-sändare skall byggas utöver de 70 nu existerande
och i Moskva- och Leningrad-områdena skall sändas
tre program, varav ett i färg.
Ett kontinuerligt brygghus visades för första
gången på en bryggeriutställning i London hösten
1960 (Tekn. T. 1960 s. 244). En försöksanläggning
av samma typ är i drift vid Park Royal Brewery i
London.
En 16 tums svarv var 1 S:e minut produceras av
fabriken Krasnye Proletarii i Moskva. Svarven, som
sägs vara användbar för verktygsavdelningar,
tillverkas med en arbetsinsats av 200 mantimmar per
svarv.
Den brittiska exporten av
elektronikkomponenter uppgår nu till ca 1 Mfi per månad.
71 TEKNISK TIDSKRIFT 19(50 H. 46
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}