
Full resolution (JPEG) - On this page / på denna sida - 1962, H. 11 - Optimal produktionsplanering, av Alde Nilsson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
vas i tvåskift enbart av den anledningen att
man genom en lång utnyttjningstid måste få
ned kapitalkostnaderna för maskinen i fråga. I
motsats härtill vill jag påstå, att det icke är
någon vedertagen uppfattning, att monteringen
av den tunga produkten också borde drivas i
tvåskift för att förkorta genomloppstiden och
därmed också minska kapitalkostnaderna,
fig. 3.
Produktionsapparatens reglering
De angivna exemplen kan anses tillräckliga för
att påvisa, att funktionen produktionsplanering
har större ekonomisk betydelse än vad som väl
i allmänhet har ansetts vara fallet. Låt oss då
med några exempel se hur denna funktion bör
kunna reglera produktionsapparaten till bättre
ekonomiskt resultat för företaget inom en
blandad produktion.
Man bör då först som sist framhålla, att
produktionsplanering inom ett företag oftast har
betraktats som en serviceinstans. Detta måste
anses olyckligt. Det bör i stället framhållas
med skärpa, att denna instans är en styrande
avdelning, vilkens order alltid skall följas
oavkortat. Planeringsavdelningen i företaget är
den enda instans, som kan sammanhålla de
olika faktorerna, så att en ekonomiskt upplagd
produktion kan erhållas. Övriga instanser
känner endast till delproblemen.
Planeringsavdelningen är dessutom verkstadens regulator.
Jag nämnde, att planeringsavdelningens order
skall följas och tänker då närmast på de
producerande avdelningarna. Det är viktigt, att
exempelvis arbetsledare i olika nivåer känner
ansvar för att leverans av detaljer resp. färdiga
produkter sker vid rätt tid enligt
planeringsavdelningens tidsplan. Om risk för hinder
föreligger, skall detta meddelas på tidigast möjliga
stadium och framförallt ej, när den utsatta
tidpunkten är passerad.
I detta sammanhang är det nödvändigt att
påpeka, att arbetsledaren ej får vara främmande
för att flytta om sin personal om så behövs.
För en del år sedan genomströmmades svensk
industri av ett begrepp kallat "Training Within
Industrv" (TWI), som i grunden gick ut på
att arbetsledarpersonalen skulle arrangera
sådana utbildningsprogram för sin personal att
några personer skulle vara kunniga i mer än
ett maskinyrke (Tekn. T. 1949 s. 325; 1951 s.
1). Avsikten härmed var att man vid
personalfrånvaro eller personalbyte skulle kunna flytta
om personalen efter uppgjorda planer.
Tyvärr måste man väl konstatera, att
TWI-sy-stemet aldrig har kommit till någon egentlig
praktisk användning. När vi nu har börjat
penetrera planeringsfrågorna i sin helhet
ifrågasätter jag, om inte nämnda system borde
återupplivas. Den flexibilitet som det ger kan ej
undvaras.
Vad som nu sagts, får ej tolkas som om
produktionsplaneringen är en allvetande instans.
Det är ytterligt nödvändigt, att man här är
lyhörd för korrektionskrav av olika slag, men
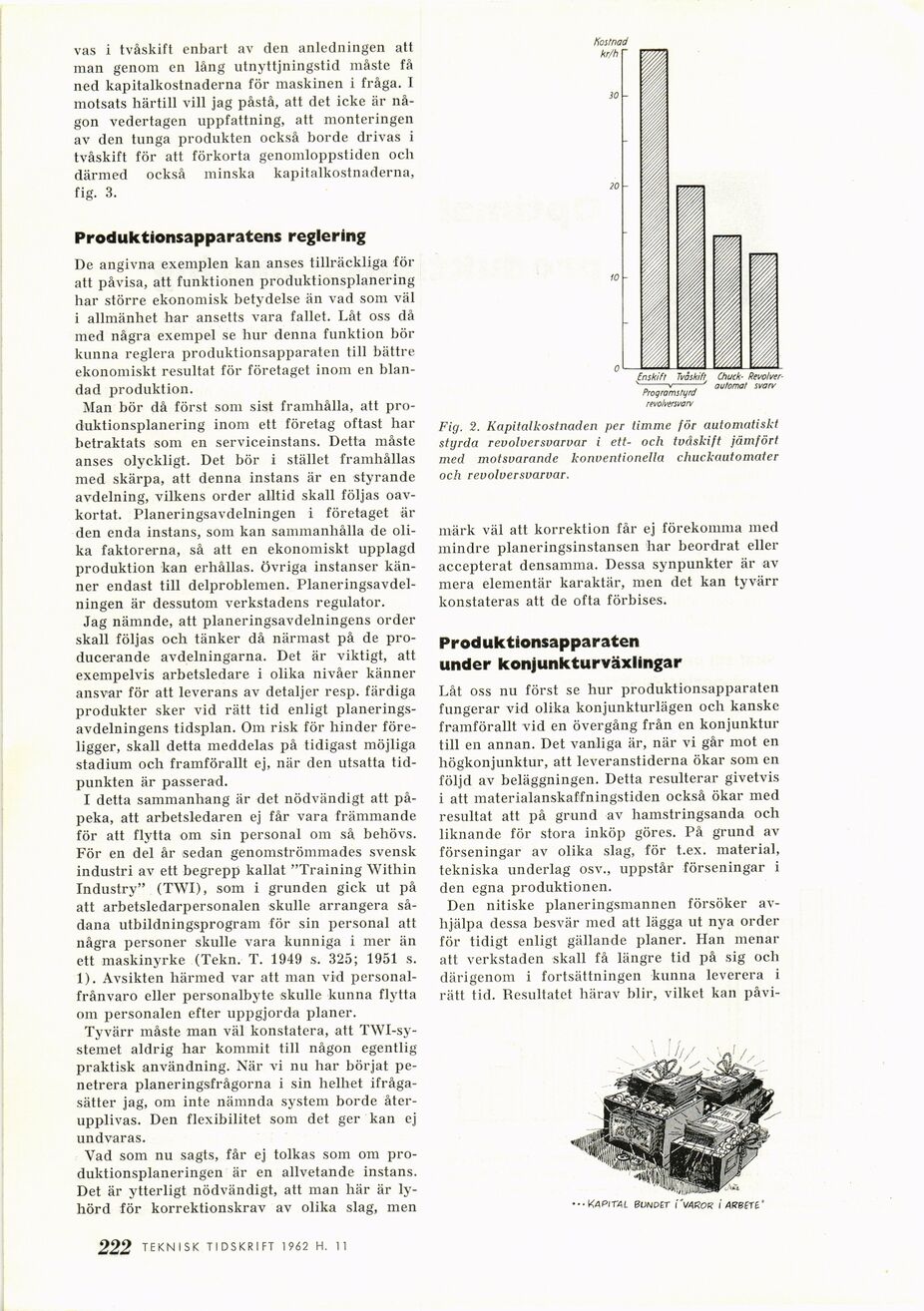
Kostnad
Enskift Tvåskift Chuck■ Revotver-
n v-x automat svarv
Programstyrd
revolversvarv
Fig. 2. Kapitalkostnaden per timme för automatiskt
styrda revolversvarvar i ett- och tvåskift jämfört
med motsvarande konventionella chuckautomater
och revolversvarvar.
märk väl att korrektion får ej förekomma med
mindre planeringsinstansen har beordrat eller
accepterat densamma. Dessa synpunkter är av
mera elementär karaktär, men det kan tyvärr
konstateras att de ofta förbises.
Produktionsapparaten
under konjunkturväxlingar
Låt oss nu först se hur produktionsapparaten
fungerar vid olika konjunkturlägen och kanske
framförallt vid en övergång från en konjunktur
till en annan. Det vanliga är, när vi går mot en
högkonjunktur, att leveranstiderna ökar som en
följd av beläggningen. Detta resulterar givetvis
i att materialanskaffningstiden också ökar med
resultat att på grund av hamstringsanda och
liknande för stora inköp göres. På grund av
förseningar av olika slag, för t.ex. material,
tekniska underlag osv., uppstår förseningar i
den egna produktionen.
Den nitiske planeringsmannen försöker
avhjälpa dessa besvär med att lägga ut nya order
för tidigt enligt gällande planer. Han menar
att verkstaden skall få längre tid på sig och
därigenom i fortsättningen kunna leverera i
rätt tid. Resultatet härav blir, vilket kan påvi-
■ ■KAPITAL BUNDET i’VAf?OR i ARBET t"
TEKNISK TIDSKRIFT 1 962 H. 9 _/77
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}