
Full resolution (JPEG) - On this page / på denna sida - 1962, H. 11 - Optimal produktionsplanering, av Alde Nilsson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
eller hans maskin, betyder detta ovillkorligen
en försening, en obalans i
produktionsapparaten, vissa detaljer kommer fram till montage,
medan andra saknas till samma produkt. Det
är givetvis så att även inom detta område har
man optimalproblem, som bör underkastas
teoretisk analys.
En annan orsak, varför alla maskinerna ej
behöver vara fullbelagda, är att det inte är vi
utan kunden som bestämmer vad han vill ha.
Detta resulterar från tid till annan i att vår
produktionskapacitet, beroende på
ordersammansättningen, ena gången begränsas av
exempelvis fräsningskapacitet, andra gången av
svarvningskapacitet. Det är givetvis under
sådana förhållanden felaktigt, att samtliga
maskiner går för fullt. Om en maskin är till 60 %
belagd beroende på att en annan begränsar
totalkapaciteten, går den första maskinen i så
fall till 40 % uteslutande med resultatet att
"varor i arbete" ökar.
En närmare undersökning visar, att man
beroende på produktens art bör ha mellan 0,25—
5 % väntetid i maskinerna. Genom en sådan
åtgärd ger man, bortsett från tidigare nämnda
synpunkter, en viss garanti för att en detalj,
som har bearbetats i ett tempo, passerar snabbt
förbi nästa utan långa väntetider och
detsamma blir förhållandet genom samtliga tempon.
Detta betyder, att planeringen kan räkna med
att detaljerna kommer fram till montage efter
det tidsprogram man själv har planerat.
Givetvis kan väntetider ändå uppstå genom
att material är felaktigt, maskinhaveri
förekommer osv., men verkan av dylika
oförutsedda händelser kan bättre elimineras, om man
har en tidslucka i maskinen. Dessutom har
under sådana förhållanden arbetsledaren
möjlighet att kontinuerligt ingripa vid bedömandet
av vilket arbete som skall vara arbetarens
nästa. En beräkning visar, att den outnyttjade
maskintiden (planerad väntetid) enligt nämnda
procentsiffror för tung resp. lätt tillverkning ej
motsvarar de kostnader som "varor i arbete",
förseningar, förlorad goodwill osv. betyder.
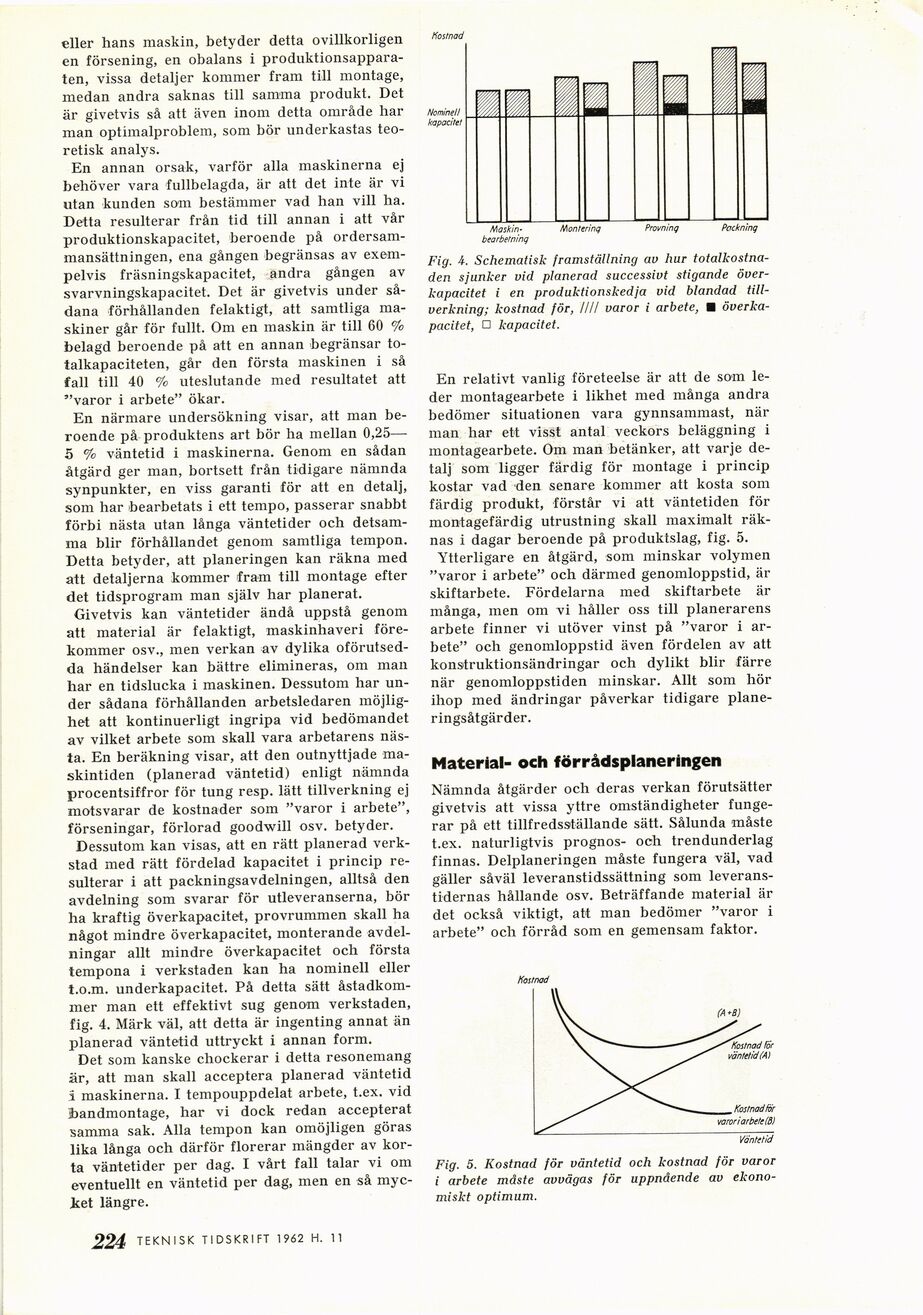
Dessutom kan visas, att en rätt planerad
verkstad med rätt fördelad kapacitet i princip
resulterar i att packningsavdelningen, alltså den
avdelning som svarar för utleveranserna, bör
ha kraftig överkapacitet, provrummen skall ha
något mindre överkapacitet, monterande
avdelningar allt mindre överkapacitet och första
tempona i verkstaden kan ha nominell eller
t.o.m. underkapacitet. På detta sätt
åstadkommer man ett effektivt sug genom verkstaden,
fig. 4. Märk väl, att detta är ingenting annat än
planerad väntetid uttryckt i annan form.
Det som kanske chockerar i detta resonemang
är, att man skall acceptera planerad väntetid
i maskinerna. I tempouppdelat arbete, t.ex. vid
Jjandmontage, har vi dock redan accepterat
samma sak. Alla tempon kan omöjligen göras
lika långa och därför florerar mängder av
korta väntetider per dag. I vårt fall talar vi om
eventuellt en väntetid per dag, men en så
mycket längre.
Kostnad
Fig. 4. Schematisk framställning av har
totalkostnaden sjunker vid planerad successivt stigande
överkapacitet i en produktionskedja vid blandad
tillverkning; kostnad för, //// varor i arbete, ■
överkapacitet, □ kapacitet.
En relativt vanlig företeelse är att de som
leder montagearbete i likhet med många andra
bedömer situationen vara gynnsammast, när
man har ett visst antal veckors beläggning i
montagearbete. Om man betänker, att varje
detalj som ligger färdig för montage i princip
kostar vad den senare kommer att kosta som
färdig produkt, förstår vi att väntetiden för
montagefärdig utrustning skall maximalt
räknas i dagar beroende på produktslag, fig. 5.
Ytterligare en åtgärd, som minskar volymen
"varor i arbete" och därmed genomloppstid, är
skiftarbete. Fördelarna ined skiftarbete är
många, men om vi håller oss till planerarens
arbete finner vi utöver vinst på "varor i
arbete" och genomloppstid även fördelen av att
konstruktionsändringar och dylikt blir färre
när genomloppstiden minskar. Allt som hör
ihop med ändringar påverkar tidigare
planeringsåtgärder.
Material- och förrådsplaneringen
Nämnda åtgärder och deras verkan förutsätter
givetvis att vissa yttre omständigheter
fungerar på ett tillfredsställande sätt. Sålunda måste
t.ex. naturligtvis prognos- och trendunderlag
finnas. Delplaneringen måste fungera väl, vad
gäller såväl leveranstidssättning som
leveranstidernas hållande osv. Beträffande material är
det också viktigt, att man bedömer "varor i
arbete" och förråd som en gemensam faktor.
Fig. 5. Kostnad för väntetid och kostnad för varor
i arbete måste avvägas för uppnående av
ekonomiskt optimum.
TEKNISK TIDSKRIFT 1 962 H. 9 _/77
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}