
Full resolution (JPEG) - On this page / på denna sida - 1962, H. 23 - Nybyggen - Universallokprototyp levererad till SJ, av BoJ - Buss i väntan på högertrafik, av BoJ - Rörverk 4 vid Hofors Bruk, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
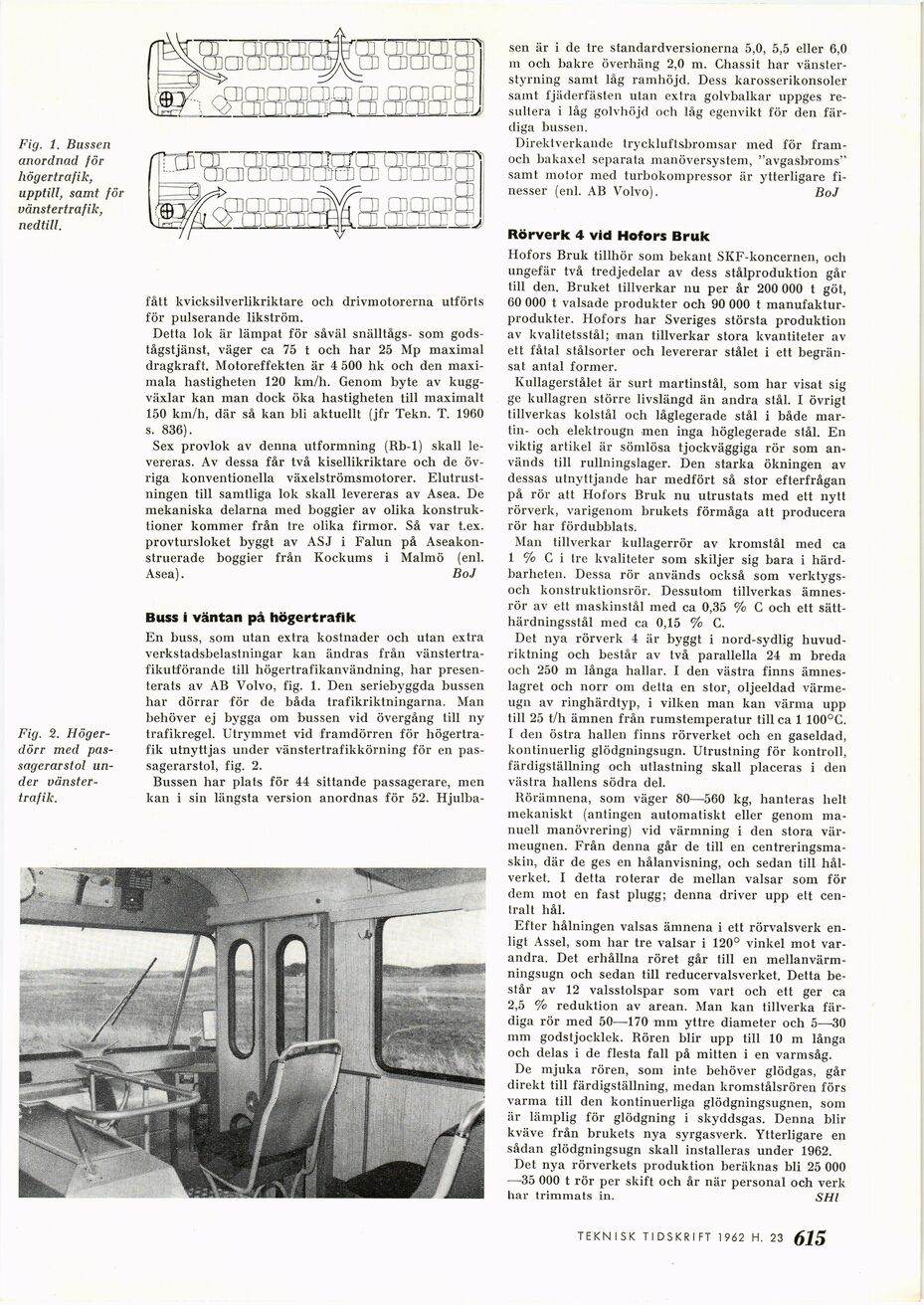
Fig. 1. Bussen
anordnad för
högertrafik,
upptill, samt för
vänstertrafik,
nedtill.
Fig. 2.
Högerdörr med
pas-sagerarstol under vänstertrafik.
fått kvicksilverlikriktare och drivmotorerna utförts
för pulserande likström.
Detta lok är lämpat för såväl snälltågs- som
godstågstjänst, väger ca 75 t och har 25 Mp maximal
dragkraft. Motoreffekten är 4 500 hk och den
maximala hastigheten 120 km/h. Genom byte av
kuggväxlar kan man dock öka hastigheten till maximalt
150 km/h, där så kan bli aktuellt (jfr Tekn. T. 1960
s. 836).
Sex provlok av denna utformning (Rb-1) skall
levereras. Av dessa får två kisellikriktare och de
övriga konventionella växelströmsmotorer.
Elutrustningen till samtliga lok skall levereras av Asea. De
mekaniska delarna med boggier av olika
konstruktioner kommer från tre olika firmor. Så var t.ex.
provtursloket byggt av ASJ i Falun på
Aseakon-struerade boggier från Kockums i Malmö (enl.
Asea). BoJ
Buss i väntan på högertrafik
En buss, som utan extra kostnader och utan extra
verkstadsbelastningar kan ändras från
vänstertrafikutförande till högertrafikanvändning, har
presenterats av AB Volvo, fig. 1. Den seriebyggda bussen
har dörrar för de båda trafikriktningarna. Man
behöver ej bygga om bussen vid övergång till ny
trafikregel. Utrymmet vid framdörren för
högertrafik utnyttjas under vänstertrafikkörning för en
pas-sagerarstol, fig. 2.
Bussen har plats för 44 sittande passagerare, men
kan i sin längsta version anordnas för 52. Hjulba-
sen är i de tre standardversionerna 5,0, 5,5 eller 6,0
m och bakre överhäng 2,0 m. Chassit har
vänsterstyrning samt låg ramhöjd. Dess karosserikonsoler
samt fjäderfästen utan extra golvbalkar uppges
resultera i låg golvhöjd och låg egenvikt för den
färdiga bussen.
Direktverkande tryckluftsbromsar med för
fram-och bakaxel separata manöversystem, "avgasbroms"
samt motor med turbokompressor är ytterligare
finesser (enl. AB Volvo). BoJ
Rörverk 4 vid Hofors Bruk
Hofors Bruk tillhör som bekant SKF-koncernen, och
ungefär två tredjedelar av dess stålproduktion går
till den. Bruket tillverkar nu per år 200 000 t göt,
60 000 t valsade produkter och 90 000 t
manufakturprodukter. Hofors har Sveriges största produktion
av kvalitetsstål; man tillverkar stora kvantiteter av
ett fåtal stålsorter och levererar stålet i ett
begränsat anlal former.
Kullagerstålet är surt martinstål, som har visat sig
ge kullagren större livslängd än andra stål. I övrigt
tillverkas kolstål och låglegerade stål i både
martin- och elektrougn men inga höglegerade stål. En
viktig artikel är sömlösa tjockväggiga rör som
används till rullningslager. Den starka ökningen av
dessas utnyttjande har medfört så stor efterfrågan
på rör att Hofors Bruk nu utrustats med ett nytt
rörverk, varigenom brukets förmåga att producera
rör har fördubblats.
Man tillverkar kullagerrör av kromstål med ca
1 % C i tre kvaliteter som skiljer sig bara i
härd-barheten. Dessa rör används också som
verktygs-och konstruktionsrör. Dessutom tillverkas
ämnesrör av ett maskinstål med ca 0,35 % C och ett
sätt-härdningsstål med ca 0,15 % C.
Det nya rörverk 4 är byggt i nord-sydlig
huvudriktning och består av två parallella 24 m breda
och 250 m långa hallar. I den västra finns
ämneslagret och norr om detta en stor, oljeeldad
värmeugn av ringhärdtyp, i vilken man kan värma upp
till 25 t/h ämnen från rumstemperatur till ca 1 100°C.
I den östra hallen finns rörverket och en gaseldad,
kontinuerlig glödgningsugn. Utrustning för kontroll,
färdigställning och utlastning skall placeras i den
västra hallens södra del.
Rörämnena, som väger 80—560 kg, hanteras belt
mekaniskt (antingen automatiskt eller genom
manuell manövrering) vid värmning i den stora
värmeugnen. Från denna går de till en
centreringsma-skin, där de ges en hålanvisning, och sedan till
hålverket. I detta roterar de mellan valsar som för
dem mot en fast plugg; denna driver upp ett
centralt hål.
Efter hålningen valsas ämnena i ett rörvalsverk
enligt Assel, som har tre valsar i 120° vinkel mot
varandra. Det erhållna röret går till en
mellanvärm-ningsugn och sedan till reducervalsverket. Detta
består av 12 valsstolspar som vart och ett ger ca
2,5 % reduktion av arean. Man kan tillverka
färdiga rör med 50—170 mm yttre diameter och 5—30
mm godstjocklek. Rören blir upp till 10 m långa
och delas i de flesta fall på mitten i en varmsåg.
De mjuka rören, som inte behöver glödgas, går
direkt till färdigställning, medan kromstålsrören förs
varma till den kontinuerliga glödgningsugnen, som
är lämplig för glödgning i skyddsgas. Denna blir
kväve från brukets nya syrgasverk. Ytterligare en
sådan glödgningsugn skall installeras under 1962.
Det nya rörverkets produktion beräknas bli 25 000
—35 000 t rör per skift och år när personal och verk
har trimmats in. SHI
TEKNISK TIDSKRIFT 1962 H. 22 (JQ3
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}