
Full resolution (JPEG) - On this page / på denna sida - 1962, H. 38 - Skräddarvetenskap, av Joel Lindberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
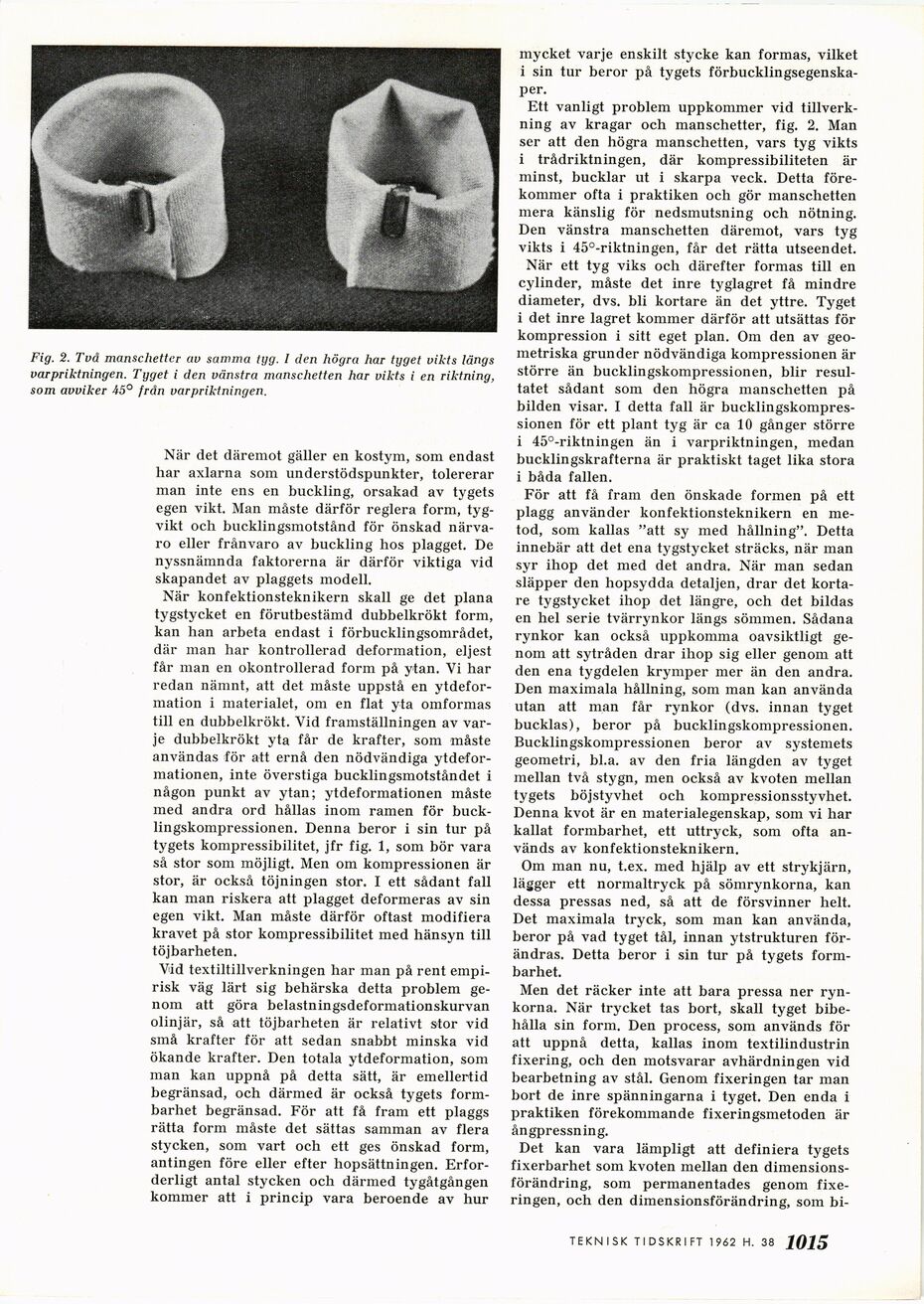
Fig. 2. Två manschetter av samma tyg. / den högra har tyget vikts längs
varpriktningen. Tyget i den vänstra manschetten har vikts i en riktning,
som avviker 45° frän varpriktningen.
När det däremot gäller en kostym, som endast
har axlarna som understödspunkter, tolererar
man inte ens en buckling, orsakad av tygets
egen vikt. Man måste därför reglera form,
tygvikt och bucklingsmotstånd för önskad
närvaro eller frånvaro av buckling hos plagget. De
nyssnämnda faktorerna är därför viktiga vid
skapandet av plaggets modell.
När konfektionsteknikern skall ge det plana
tygstycket en förutbestämd dubbelkrökt form,
kan han arbeta endast i förbucklingsområdet,
där man har kontrollerad deformation, eljest
får man en okontrollerad form på ytan. Vi har
redan nämnt, att det måste uppstå en
ytdefor-mation i materialet, om en flat yta omformas
till en dubbelkrökt. Vid framställningen av
varje dubbelkrökt yta får de krafter, som måste
användas för att ernå den nödvändiga
ytdefor-mationen, inte överstiga bucklingsmotståndet i
någon punkt av ytan; ytdeformationen måste
med andra ord hållas inom ramen för
buck-lingskompressionen. Denna beror i sin tur på
tygets kompressibilitet, jfr fig. 1, som bör vara
så stor som möjligt. Men om kompressionen är
stor, är också töjningen stor. I ett sådant fall
kan man riskera att plagget deformeras av sin
egen vikt. Man måste därför oftast modifiera
kravet på stor kompressibilitet med hänsyn till
töjbarheten.
Vid textiltillverkningen har man på rent
empirisk väg lärt sig behärska detta problem
genom att göra belastningsdeformationskurvan
olinjär, så att töjbarheten är relativt stor vid
små krafter för att sedan snabbt minska vid
ökande krafter. Den totala ytdeformation, som
man kan uppnå på detta sätt, är emellertid
begränsad, och därmed är också tygets
formbarhet begränsad. För att få fram ett plaggs
rätta form måste det sättas samman av flera
stycken, som vart och ett ges önskad form,
antingen före eller efter hopsättningen.
Erforderligt antal stycken och därmed tygåtgången
kommer att i princip vara beroende av hur
mycket varje enskilt stycke kan formas, vilket
i sin tur beror på tygets
förbucklingsegenska-per.
Ett vanligt problem uppkommer vid
tillverkning av kragar och manschetter, fig. 2. Man
ser att den högra manschetten, vars tyg vikts
i trådriktningen, där kompressibiliteten är
minst, bucklar ut i skarpa veck. Detta
förekommer ofta i praktiken och gör manschetten
mera känslig för nedsmutsning och nötning.
Den vänstra manschetten däremot, vars tyg
vikts i 45°-riktningen, får det rätta utseendet.
När ett tyg viks och därefter formas till en
cylinder, måste det inre tyglagret få mindre
diameter, dvs. bli kortare än det yttre. Tyget
i det inre lagret kommer därför att utsättas för
kompression i sitt eget plan. Om den av
geometriska grunder nödvändiga kompressionen är
större än bucklingskompressionen, blir
resultatet sådant som den högra manschetten på
bilden visar. I detta fall är
bucklingskompressionen för ett plant tyg är ca 10 gånger större
i 45°-riktningen än i varpriktningen, medan
bucklingskrafterna är praktiskt taget lika stora
i båda fallen.
För att få fram den önskade formen på ett
plagg använder konfektionsteknikern en
metod, som kallas "att sy med hållning". Detta
innebär att det ena tygstycket sträcks, när man
syr ihop det med det andra. När man sedan
släpper den hopsydda detaljen, drar det
kortare tygstycket ihop det längre, och det bildas
en hel serie tvärrynkor längs sömmen. Sådana
rynkor kan också uppkomma oavsiktligt
genom att sytråden drar ihop sig eller genom att
den ena tygdelen krymper mer än den andra.
Den maximala hållning, som man kan använda
utan att man får rynkor (dvs. innan tyget
bucklas), beror på bucklingskompressionen.
Bucklingskompressionen beror av systemets
geometri, bl.a. av den fria längden av tyget
mellan två stygn, men också av kvoten mellan
tygets böjstyvhet och kompressionsstyvhet.
Denna kvot är en materialegenskap, som vi har
kallat formbarhet, ett uttryck, som ofta
används av konfektionsteknikern.
Om man nu, t.ex. med hjälp av ett strykjärn,
lägger ett normaltryck på sömrynkorna, kan
dessa pressas ned, så att de försvinner helt.
Det maximala tryck, som man kan använda,
beror på vad tyget tål, innan ytstrukturen
förändras. Detta beror i sin tur på tygets
formbarhet.
Men det räcker inte att bara pressa ner
rynkorna. När trycket tas bort, skall tyget
bibehålla sin form. Den process, som används för
att uppnå detta, kallas inom textilindustrin
fixering, och den motsvarar avhärdningen vid
bearbetning av stål. Genom fixeringen tar man
bort de inre spänningarna i tyget. Den enda i
praktiken förekommande fixeringsmetoden är
ångpressning.
Det kan vara lämpligt att definiera tygets
fixerbarhet som kvoten mellan den
dimensionsförändring, som permanentades genom
fixeringen, och den dimensionsförändring, som bi-
TEKNISK TIDSKRIFT 1962 H. 37 1015
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}