
Full resolution (JPEG) - On this page / på denna sida - 1962, H. 44 - Oxelösunds Järnverk. Produktionsförloppet, av Nils Bonthron
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Färdig p/å t
lOOOOOr
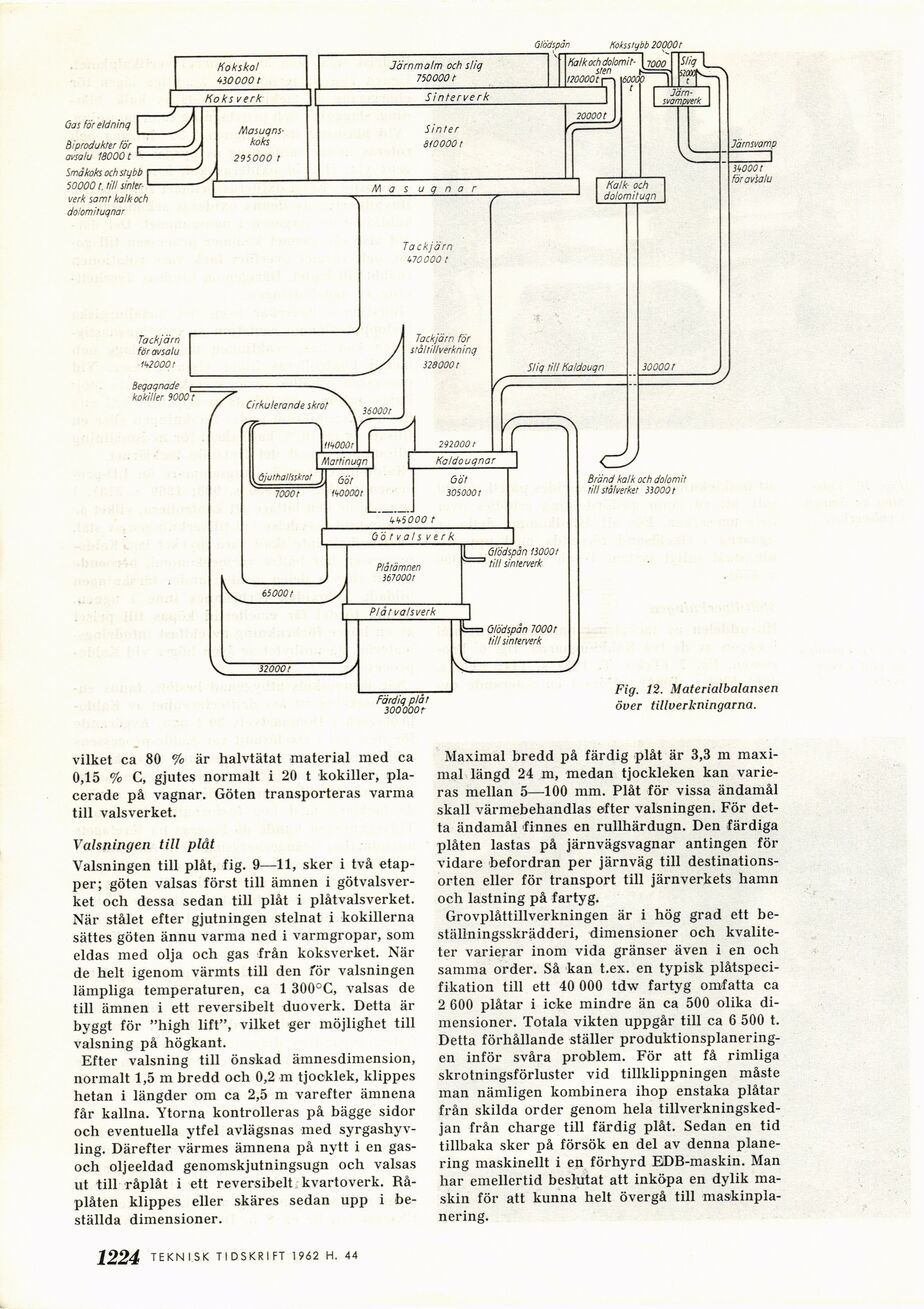
Fig. 12. Materialbalansen
över tillverkningarna.
vilket ca 80 % är halvtätat material med ca
0,15 % C, gjutes normalt i 20 t kokiller,
placerade på vagnar. Göten transporteras varma
till valsverket.
Valsningen till plåt
Valsningen till plåt, fig. 9—11, sker i två
etapper; göten valsas först till ämnen i
götvalsverket och dessa sedan till plåt i plåtvalsverket.
När stålet efter gjutningen stelnat i kokillerna
sättes göten ännu varma ned i varmgropar, som
eldas med olja och gas från koksverket. När
de helt igenom värmts till den för valsningen
lämpliga temperaturen, ca 1 300°C, valsas de
till ämnen i ett reversibelt duoverk. Detta är
byggt för "high lift", vilket ger möjlighet till
valsning på högkant.
Efter valsning till önskad ämnesdimension,
normalt 1,5 m bredd och 0,2 m tjocklek, klippes
hetan i längder om ca 2,5 m varefter ämnena
får kallna. Ytorna kontrolleras på bägge sidor
och eventuella ytfel avlägsnas med
syrgashyv-ling. Därefter värmes ämnena på nytt i en
gas-och oljeeldad genomskjutningsugn och valsas
ut till råplåt i ett reversibelt kvartoverk.
Rå-plåten klippes eller skäres sedan upp i
beställda dimensioner.
Maximal bredd på färdig plåt är 3,3 m
maximal längd 24 m, medan tjockleken kan
varieras mellan 5—100 mm. Plåt för vissa ändamål
skall värmebehandlas efter valsningen. För
detta ändamål finnes en rullhärdugn. Den färdiga
plåten lastas på järnvägsvagnar antingen för
vidare befordran per järnväg till
destinationsorten eller för transport till järnverkets hamn
och lastning på fartyg.
Grovplåttillverkningen är i hög grad ett
beställningsskrädderi, dimensioner och
kvaliteter varierar inom vida gränser även i en och
samma order. Så kan t.ex. en typisk
plåtspecifikation till ett 40 000 tdw fartyg omfatta ca
2 600 plåtar i icke mindre än ca 500 olika
dimensioner. Totala vikten uppgår till ca 6 500 t.
Detta förhållande ställer
produktionsplaneringen inför svåra problem. För att få rimliga
skrotningsförluster vid tillklippningen måste
man nämligen kombinera ihop enstaka plåtar
från skilda order genom hela
tillverkningskedjan från charge till färdig plåt. Sedan en tid
tillbaka sker på försök en del av denna
planering maskinellt i en förhyrd EDB-maskin. Man
har emellertid beslutat att inköpa en dylik
maskin för att kunna helt övergå till
maskinplanering.
1224 TEKNI.SK TIDSKRIFT 1962 H. 44
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}