
Full resolution (JPEG) - On this page / på denna sida - 1962, H. 47 - Svenska metallbearbetningsmaskiner, av Bo G A Jonsson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
reglering av varvtalet är inbyggd i
spindelenheten, vilken trots en betydande utnyttjad
effekt kunnat ges små ytterdimensioner.
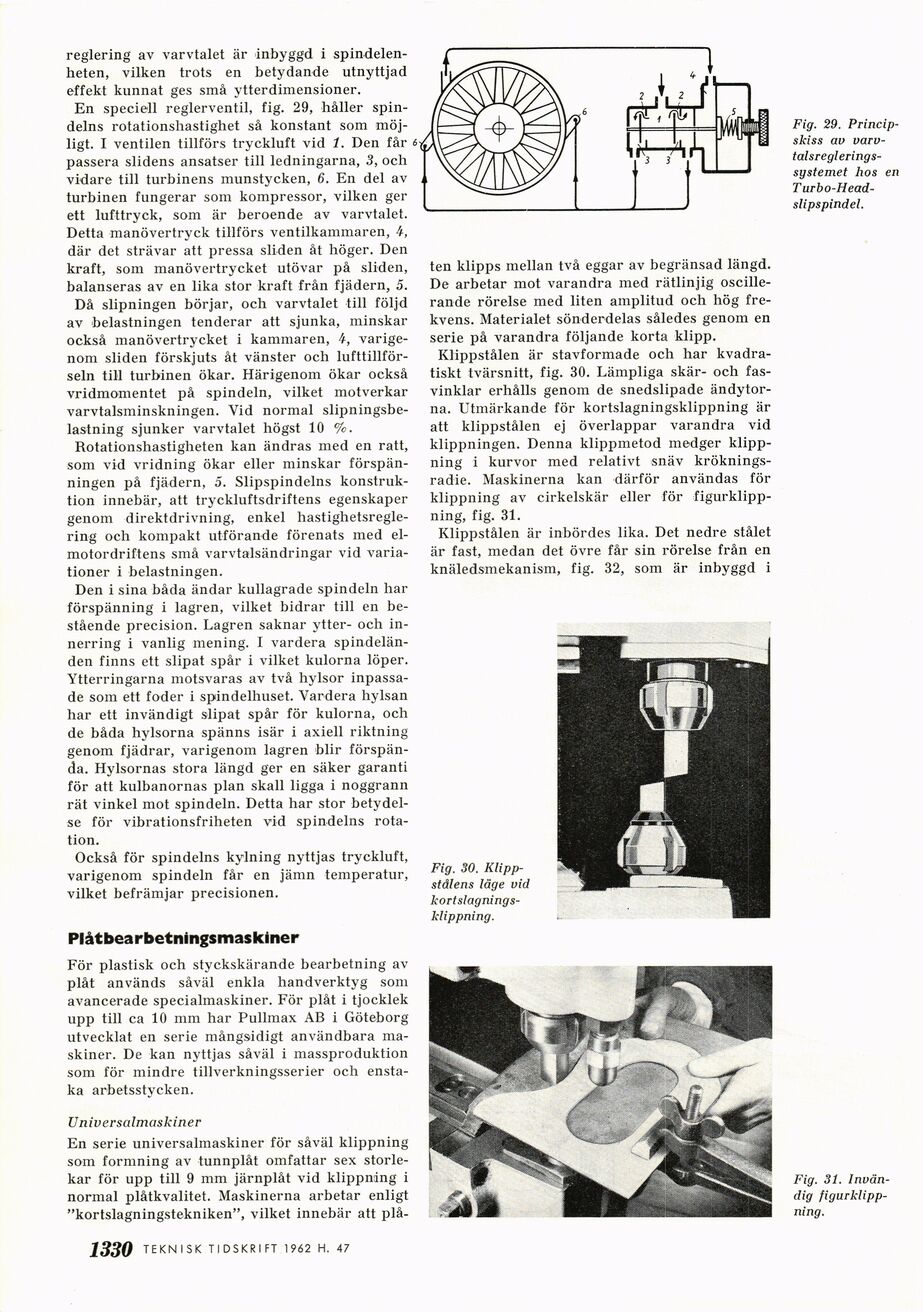
En speciell reglerventil, fig. 29, håller
spindelns rotationshastighet så konstant som
möjligt. I ventilen tillförs tryckluft vid 1. Den får 6
passera slidens ansatser till ledningarna, 3, och
vidare till turbinens munstycken, 6. En del av
turbinen fungerar som kompressor, vilken ger
ett lufttryck, som är beroende av varvtalet.
Detta manövertryck tillförs ventilkammaren, 4,
där det strävar att pressa sliden åt höger. Den
kraft, som manövertrycket utövar på sliden,
balanseras av en lika stor kraft från fjädern, 5.
Då slipningen börjar, och varvtalet till följd
av belastningen tenderar att sjunka, minskar
också manövertrycket i kammaren, 4,
varigenom sliden förskjuts åt vänster och
lufttillförseln till turbinen ökar. Härigenom ökar också
vridmomentet på spindeln, vilket motverkar
varvtalsminskningen. Vid normal
slipningsbe-lastning sjunker varvtalet högst 10 %.
Rotationshastigheten kan ändras med en ratt,
som vid vridning ökar eller minskar
förspänningen på fjädern, 5. Slipspindelns
konstruktion innebär, att tryckluftsdriftens egenskaper
genom direktdrivning, enkel
hastighetsreglering och kompakt utförande förenats med
elmotordriftens små varvtalsändringar vid
variationer i belastningen.
Den i sina båda ändar kullagrade spindeln har
förspänning i lagren, vilket bidrar till en
bestående precision. Lagren saknar ytter- och
innerring i vanlig mening. I vardera
spindeländen finns ett slipat spår i vilket kulorna löper.
Ytterringarna motsvaras av två hylsor
inpassade som ett foder i spindelhuset. Vardera hylsan
har ett invändigt slipat spår för kulorna, och
de båda hylsorna spänns isär i axiell riktning
genom fjädrar, varigenom lagren blir
förspända. Hylsornas stora längd ger en säker garanti
för att kulbanornas plan skall ligga i noggrann
rät vinkel mot spindeln. Detta har stor
betydelse för vibrationsfriheten vid spindelns
rotation.
Också för spindelns kylning nyttjas tryckluft,
varigenom spindeln får en jämn temperatur,
vilket befrämjar precisionen.
Plåtbearbetningsmaskiner
För plastisk och styckskärande bearbetning av
plåt används såväl enkla handverktyg som
avancerade specialmaskiner. För plåt i tjocklek
upp till ca 10 mm har Pullmax AB i Göteborg
utvecklat en serie mångsidigt användbara
maskiner. De kan nyttjas såväl i massproduktion
som för mindre tillverkningsserier och
enstaka arbetsstycken.
Universalmaskiner
En serie universalmaskiner för såväl klippning
som formning av tunnplåt omfattar sex
storlekar för upp till 9 mm järnplåt vid klippning i
normal plåtkvalitet. Maskinerna arbetar enligt
"kortslagningstekniken", vilket innebär att plå-
Fig. 30.
Klippstålens låge vid [-kortslagnings-klippning.-]
{+kortslagnings-
klippning.+}
Fig. 29.
Principskiss av
varvtalsregleringssystemet hos en [-Turbo-Head-slipspindel.-]
{+Turbo-Head-
slipspindel.+}
ten klipps mellan två eggar av begränsad längd.
De arbetar mot varandra med rätlinjig
oscillerande rörelse med liten amplitud och hög
frekvens. Materialet sönderdelas således genom en
serie på varandra följande korta klipp.
Klippstålen är stavformade och har
kvadratiskt tvärsnitt, fig. 30. Lämpliga skär- och
fasvinklar erhålls genom de snedslipade
ändytor-na. Utmärkande för kortslagningsklippning är
att klippstålen ej överlappar varandra vid
klippningen. Denna klippmetod medger
klippning i kurvor med relativt snäv
krökningsradie. Maskinerna kan därför användas för
klippning av cirkelskär eller för
figurklippning, fig. 31.
Klippstålen är inbördes lika. Det nedre stålet
är fast, medan det övre får sin rörelse från en
knäledsmekanism, fig. 32, som är inbyggd i
Fig. 31.
Invändig figurklippning.
1330 TEKNI.SK TIDSKRIFT 1962 H. 44
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}