
Full resolution (JPEG) - On this page / på denna sida - 1962, H. 47 - Svenska metallbearbetningsmaskiner, av Bo G A Jonsson

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Fig. 35. Mallstyrd håltagning med specialutrustning.
Fig. 36.
Kantstrim i e skär ning
till fullt djup
med
snabbfas-maskin.
tjocklek. Raka kanter, cirkulära skivkanter,
cylinderkanter och kanter på kurvor med ej
alltför snäv krökningsradie kan fasas.
Maskinen kan göras "vandrande" för fasning av
tunga plåtar, som hängs upp fjädrande i en
telferbana.
Rullfalsmaskinen används traditionellt för
hopvalsning av tunnplåtar. Plåtkanterna
formas där av en sats formtrissor. Maskinen är
tvåsidig och har sju rullpar på vardera sidan.
Rullfalsar kan utföras med olika sektioner, fig.
37, varför rullsatserna kan bytas. Också
plåtband kan framställas. Maskinen formar 10 m
plåt per min.
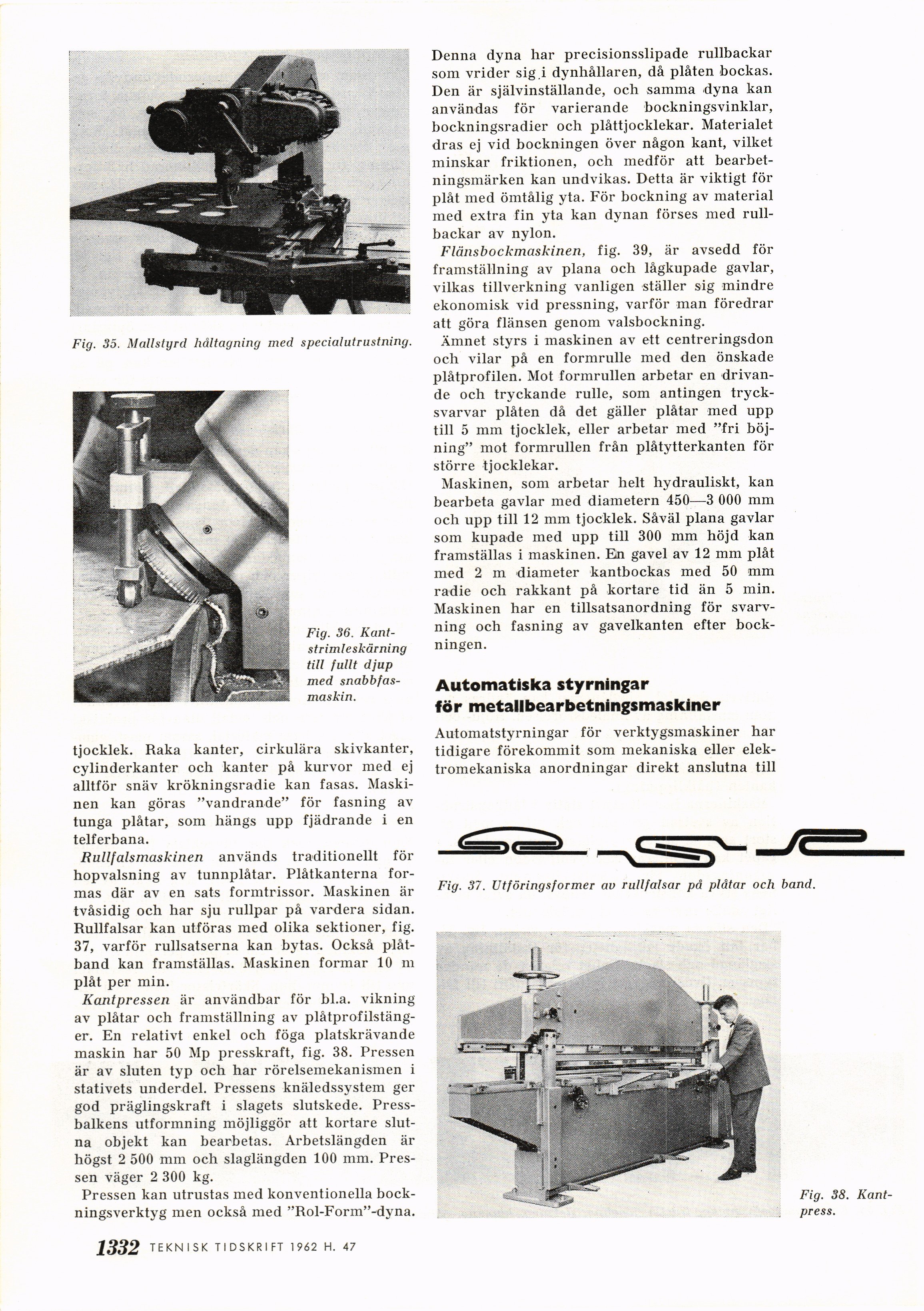
Kantpressen är användbar för bl.a. vikning
av plåtar och framställning av
plåtprofilstäng-er. En relativt enkel och föga platskrävande
maskin har 50 Mp presskraft, fig. 38. Pressen
är av sluten typ och har rörelsemekanismen i
stativets underdel. Pressens knäledssystem ger
god präglingskraft i slagets slutskede.
Press-balkens utformning möjliggör att kortare
slutna objekt kan bearbetas. Arbetslängden är
högst 2 500 mm och slaglängden 100 mm.
Pressen väger 2 300 kg.
Pressen kan utrustas med konventionella
bock-ningsverktyg men också med "Rol-Form"-dvna.
Denna dyna har precisionsslipade rullbackar
som vrider sig.i dynhållaren, då plåten bockas.
Den är självinställande, och samma dyna kan
användas för varierande bockningsvinklar,
bockningsradier och plåttjocklekar. Materialet
dras ej vid bockningen över någon kant, vilket
minskar friktionen, och medför att
bearbetningsmärken kan undvikas. Detta är viktigt för
plåt med ömtålig yta. För bockning av material
med extra fin yta kan dynan förses med
rullbackar av nylon.
Flänsbockmaskinen, fig. 39, är avsedd för
framställning av plana och lågkupade gavlar,
vilkas tillverkning vanligen ställer sig mindre
ekonomisk vid pressning, varför man föredrar
att göra flänsen genom valsbockning.
Ämnet styrs i maskinen av ett centreringsdon
och vilar på en formrulle med den önskade
plåtprofilen. Mot formrullen arbetar en
drivande och tryckande rulle, som antingen
trycksvarvar plåten då det gäller plåtar med upp
till 5 mm tjocklek, eller arbetar med "fri
böjning" mot formrullen från plåtytterkanten för
större tjocklekar.
Maskinen, som arbetar helt hydrauliskt, kan
bearbeta gavlar med diametern 450—3 000 mm
och upp till 12 mm tjocklek. Såväl plana gavlar
som kupade med upp till 300 mm höjd kan
framställas i maskinen. En gavel av 12 mm plåt
med 2 m diameter kantbockas med 50 mm
radie och rakkant på kortare tid än 5 min.
Maskinen har en tillsatsanordning för
svarvning och fasning av gavelkanten efter
bockningen.
Automatiska styrningar
för metallbearbetningsmaskiner
Automatstyrningar för verktygsmaskiner har
tidigare förekommit som mekaniska eller
elektromekaniska anordningar direkt anslutna till
Fig. 37. Utföringsformer av rullfalsar på plåtar och band.
Fig. 38.
Kantpress.
1332 TEKNI.SK TIDSKRIFT 1962 H. 44
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}