
Full resolution (JPEG) - On this page / på denna sida - 1962, H. 47 - Svenska metallbearbetningsmaskiner, av Bo G A Jonsson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Fig. 39.
Fläns-bockmaskin.
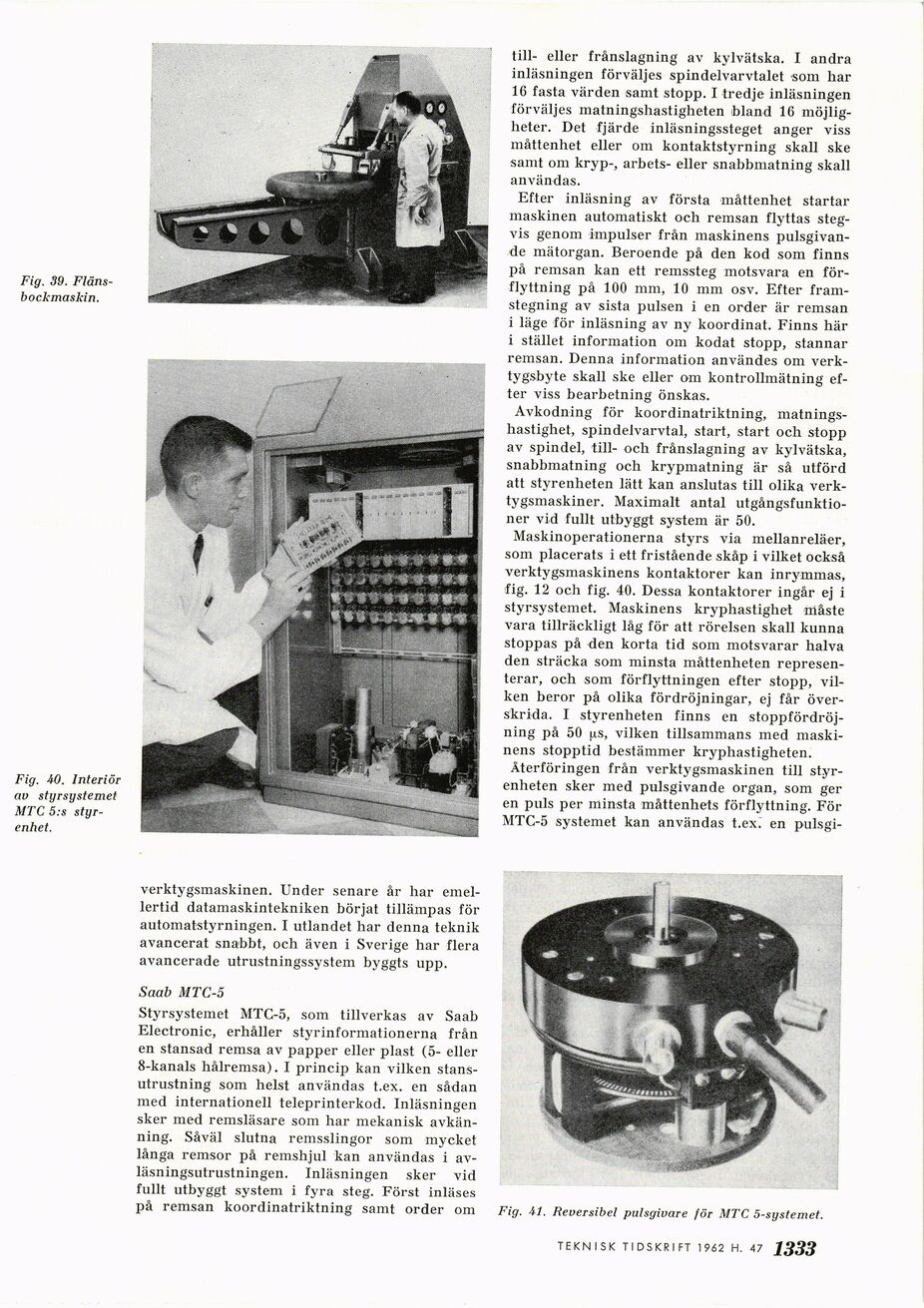
Fig. 40. Interiör
av styrsystemet
MTC5.S
styrenhet.
till- eller frånslagning av kylvätska. I andra
inläsningen förväljes spindelvarvtalet som har
16 fasta värden samt stopp. I tredje inläsningen
förväljes matningshastigheten bland 16
möjligheter. Det fjärde inläsningssteget anger viss
måttenhet eller om kontaktstyrning skall ske
samt om kryp-, arbets- eller snabbmatning skall
användas.
Efter inläsning av första måttenhet startar
maskinen automatiskt och remsan flyttas
stegvis genom impulser från maskinens
pulsgivan-de mätorgan. Beroende på den kod som finns
på remsan kan ett remssteg motsvara en
förflyttning på 100 mm, 10 mm osv. Efter
fram-stegning av sista pulsen i en order är remsan
i läge för inläsning av ny koordinat. Finns här
i stället information om kodat stopp, stannar
remsan. Denna information användes om
verktygsbyte skall ske eller om kontrollmätning
efter viss bearbetning önskas.
Avkodning för koordinatriktning,
matningshastighet, spindelvarvtal, start, start och stopp
av spindel, till- och frånslagning av kylvätska,
snabbmatning och krypmatning är så utförd
att styrenheten lätt kan anslutas till olika
verktygsmaskiner. Maximalt antal
utgångsfunktioner vid fullt utbyggt system är 50.
Maskinoperationerna styrs via mellanreläer,
som placerats i ett fristående skåp i vilket också
verktygsmaskinens kontaktorer kan inrymmas,
fig. 12 och fig. 40. Dessa kontaktorer ingår ej i
styrsystemet. Maskinens kryphastighet måste
vara tillräckligt låg för att rörelsen skall kunna
stoppas på den korta tid som motsvarar halva
den sträcka som minsta måttenheten
representerar, och som förflyttningen efter stopp,
vilken beror på olika fördröjningar, ej får
överskrida. I styrenheten finns en
stoppfördröjning på 50 ns, vilken tillsammans med
maskinens stopptid bestämmer kryphastigheten.
Återföringen från verktygsmaskinen till
styrenheten sker med pulsgivande organ, som ger
en puls per minsta måttenhets förflyttning. För
MTC-5 systemet kan användas t.ex. en pulsgi-
verktygsmaskinen. Under senare år har
emellertid datamaskintekniken börjat tillämpas för
automatstyrningen. I utlandet har denna teknik
avancerat snabbt, och även i Sverige har flera
avancerade utrustningssystem byggts upp.
Saab MTC-5
Styrsystemet MTC-5, som tillverkas av Saab
Electronic, erhåller styrinformationerna från
en stansad remsa av papper eller plast (o- eller
8-kanals hålremsa). I princip kan vilken
stansutrustning som helst användas t.ex. en sådan
med internationell teleprinterkod. Inläsningen
sker med remsläsare som har mekanisk
avkän-ning. Såväl slutna remsslingor som mycket
långa remsor på remshjul kan användas i
av-läsningsutrustningen. Inläsningen sker vid
fullt utbyggt system i fyra steg. Först inläses
på remsan koordinatriktning samt order om
Fig. 41. Reversibel pulsgivare för MTC 5-systemet.
TEKNISK TIDSKRIFT 1962 H. 43 J1333
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}