
Full resolution (JPEG) - On this page / på denna sida - Valakka ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
475
Valaminen
476
Kuva 2.
3,5 m korkea, tulenkestävistä tiilistä
muurattu ja levy vaipan M ympäröimä. Polttokaasut
menevät savupiippuun E. Sula rauta lasketaan
sulatusuunista valusankoihin. Nämä ovat
rautalevyä ja sisustetut tulenkestäviksi. Niitä
on monenkokoisia;
kuva 2 esittää 2
miehen kannettavan,
kuva 3 nostokoneen
kuljetettavan ja
pyörästä h
kiertämällä tyhjentyvän
valusangon.
Valu-sangoista rauta
kaadetaan muotteihin.
Muotit ovat joko
rautaa, jolloin niitä sanotaan k o k i 11 e i k s i,
tai, tavallisimmin, valuhiekkaa. Valuhiekka cn
hienon hiekan ja
saven seosta. N. s. 1 a
i-hassa hiekassa
on vähän (5-10 %)
savea, josta syystä
siitä tehty muotti
ei pysy kuivaneena
koossa; muotin tulee
olla kostea
valettaessa ja valua
sanotaan märkään
hiekkaan valamiseksi. L
i-hava hiekka
sisältää runsaammin
savea ja kestää
kuivattaa. Märkään
hiekkaan v. on vähätöisempää ja siksi
tavallisempaa, mutta valanteen pinta on rosoisempi ja
kovempi kuin kuivatettuun muottiin valetun
kappaleen pinta. Kokilleihin valetaan tavallisesti
sellaisia kappaleita, joiden pinnan tulee olla
kova. Ivokilliin valettaessa ja vähemmässä
määrin myös märkään hiekkaan valettaessa pinta
äkkiä jäähtyen muuttuu kovaksi valkoiseksi
takkiraudaksi. Muotin valmistukseen tarvitaan
tavallisesti malli. Valumalli tehdään puusta,
paljon käytetyt metallista. Mallin ympärille
sullotaan erityisen kehyksen sisään valuhiekkaa
niin, että malli voidaan ottaa pois ja hiekkaan
jää mallinmukainen ontelo, joka täytetään
sulalla raudalla. Valettu kappale ei tällöin tule
aivan mallin kokoinen, sillä vaikka metalli
hyy-tymishetkellänsä laajenee, niin se kuitenkin
sitten jäähtyessään vielä enemmän kutistuu.
Mallin tulee sentähden olla niin paljoa
valmistettavaa kappaletta suurempi, että kappale
jääh-dyttyään on oikeaa kokoa. Mallipuuseppä tekee
mallin piirustuksen mittalukujen mukaan, mutta
ottaa mitat n. s. kutistusmittasauvasta,
jonka pykälät ovat vaadittua kutistusmäärää
tavallista
pitemmät (valuraudalle
991 05
normaalimi-tasta). Kaavaus-esimerkkinä olkoon renkaan
kaa-vaus, jonka
poikkileikkausta esittää musta pinta kuvassa 4. Renkaan malli M
asetetaan kaavauslaudalle, pohjattoman laatikon
näköisen, rautaisen valukehyksen k sisään.
Kuva 3.
Kuva 4.
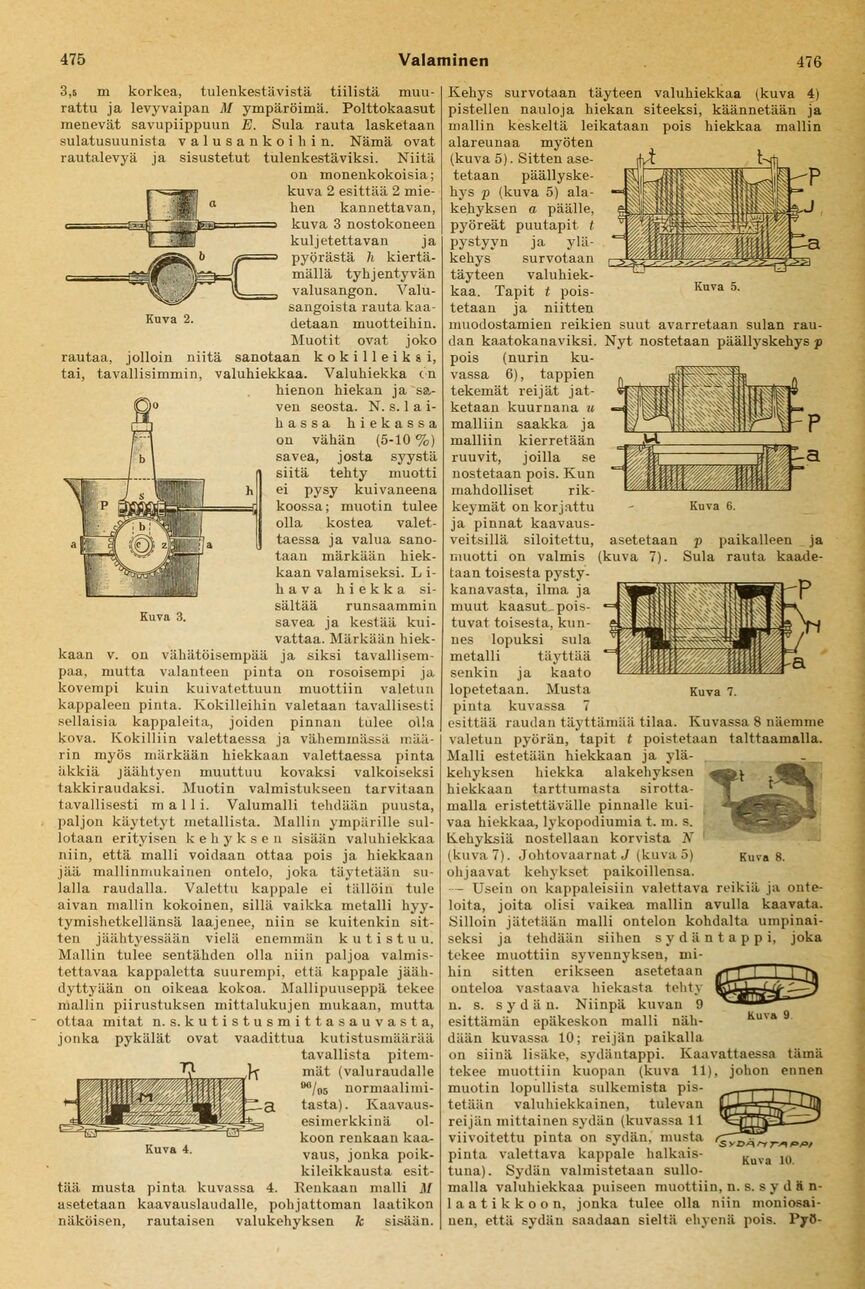
Kehys survotaan täyteen valuhiekkaa (kuva 4)
pistellen nauloja hiekan siteeksi, käännetään ja
mallin keskeltä leikataan pois hiekkaa mallin
alareunaa myöten
(kuva 5). Sitten
asetetaan päällyske-hys p (kuva 5)
ala-kehyksen a päälle,
pyöreät puutapit t
pystyyn ja
ylä-kehys survotaan
täyteen
valuhiekkaa. Tapit t
poistetaan ja niitten
muodostamien reikien suut avarretaan sulan
raudan kaatokanaviksi. Nyt nostetaan päällyskehys p
pois (nurin ku- _
vassa 6), tappien
tekemät reijät
jatketaan kuurnana u
malliin saakka ja
malliin kierretään
ruuvit, joilla se
nostetaan pois. Kun
mahdolliset
rik-keymät on korjattu
ja pinnat
kaavaus-veitsillä siloitettu, asetetaan p paikalleen ja
muotti on valmis (kuva 7). Sula rauta
kaadetaan toisesta
pysty-kanavasta, ilma ja
muut kaasut
poistuvat toisesta,
kunnes lopuksi sula
metalli täyttää
senkin ja kaato
lopetetaan. Musta
pinta kuvassa 7
esittää raudan täyttämää tilaa. Kuvassa 8 näemme
valetun pyörän, tapit t poistetaan talttaamalla.
Malli estetään hiekkaan ja ylä- __a_
kehyksen hiekka alakeliyksen
hiekkaan tarttumasta
sirottamalla eristettävälle pinnalle
kuivaa hiekkaa, lykopodiumia t. m. s.
Hehyksiä nostellaan korvista N
(kuva 7). Johtovaarnat J (kuva 5)
ohjaavat kehykset paikoillensa.
— Usein on kappaleisiin valettava reikiä ja
onte-loita, joita olisi vaikea mallin avulla kaavata.
Silloin jätetään malli ontelon kohdalta
umpinaiseksi ja tehdään siihen sydäntappi, joka
tekee muottiin syvennyksen,
mihin sitten erikseen asetetaan
onteloa vastaava hiekasta tehty
n. s. sydän. Niinpä kuvan 9
esittämän epäkeskon malli
nähdään kuvassa 10; reijän paikalla
on siinä lisäke, sydäntappi. Kaavattaessa tämä
tekee muottiin kuopan (kuva 11), johon ennen
muotin lopullista sulkemista
pistetään valuhiekkainen, tulevan
reijän mittainen sydän (kuvassa 11
viivoitettu pinta on sydän, musta
pinta valettava kappale
halkaistuna). Sydän valmistetaan
sullomalla valuhiekkaa puiseen muottiin, n. s. s y d ä
n-laatikkoon, jonka tulee olla niin
moniosainen, että sydän saadaan sieltä ehyenä pois. Pyö-
Kuva 5.
Kuva 6.
Kuva 7.
Kuva 8.
Kuva 9
Kuva 10.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}