
Full resolution (JPEG) - On this page / på denna sida - Tredje delen: Järnindustrien samt hiss- och transportanordningar - Bearbetning eller formgivning genom slag eller tryck - Handsmidning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
166
TREDJE* DELEN. JÄRNINDUSTRIEN M. M.
Fig. 14.
S
ätthammare.
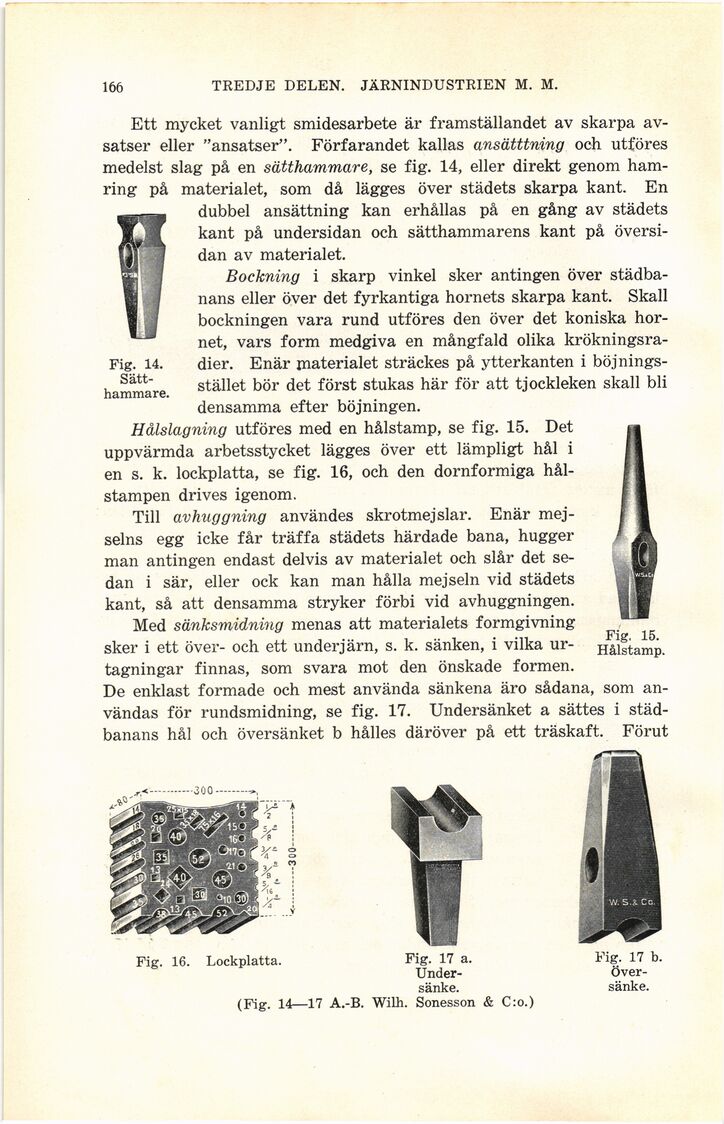
Ett mycket vanligt smidesarbete är framställandet av skarpa
avsatser eller "ansatser". Förfarandet kallas ansätttning och utföres
medelst slag på en sätthammare, se fig. 14, eller direkt genom
hamring på materialet, som då lägges över städets skarpa kant. En
dubbel ansättning kan erhållas på en gång av städets
kant på undersidan och sätthammarens kant på
översidan av materialet.
Bockning i skarp vinkel sker antingen över
städba-nans eller över det fyrkantiga hornets skarpa kant. Skall
bockningen vara rund utföres den över det koniska
hornet, vars form medgiva en mångfald olika
krökningsra-dier. Enär materialet sträckes på ytterkanten i
böjnings-stället bör det först stukas här för att tjockleken skall bli
densamma efter böjningen.
Hålslagning utföres med en hålstamp, se fig. 15. Det
uppvärmda arbetsstycket lägges över ett lämpligt hål i
en s. k. lockplatta, se fig. 16, och den dornformiga
hålstampen drives igenom.
Till avhuggning användes skrotmejslar. Enär
mejselns egg icke får träffa städets härdade bana, hugger
man antingen endast delvis av materialet och slår det
sedan i sär, eller ock kan man hålla mejseln vid städets
kant, så att densamma stryker förbi vid avhuggningen.
Med sänksmidning menas att materialets formgivning
sker i ett över- och ett under järn, s. k. sänken, i vilka
urtagningar finnas, som svara mot den önskade formen.
De enklast formade och mest använda sänkena äro sådana, som
användas för rundsmidning, se fig. 17. Undersänket a sättes i
städ-banans hål och översänket b hålles däröver på ett träskaft. Förut
Fig. 15.
Hålstamp.
Fig. 16. Lockplatta.
Fig. 17 a.
Under-
sänke
(Fig. 14—17 A.-B. Wilh. Sonesson & C:o.)
Fig. 17 b. [-Över-sänke.-]
{+Över-
sänke.+}
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}