
Full resolution (JPEG) - On this page / på denna sida - Tredje delen: Järnindustrien samt hiss- och transportanordningar - Bearbetning eller formgivning genom slag eller tryck - Valsning, dragning och böjning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
186
TREDJE* DELEN. JÄRNINDUSTRIEN M. M.
styckets genomskärning under samtidig utsträckning på längden.
En förändring av tvärsektionens form kan dock åstadkommas utan
att någon nämnvärd
förminskning av
sektionsarean behöver äga rum.
Principiellt illustreras
förloppet vid dragning av
fig. 34.
Dragning användes för
tråd, rör, klenare bandformigt material, axlar och stångmaterial av
olika sektionsform. Det material, som oftast bearbetas genom
dragning, är tråd, och klenare sådan med exakt diameter kan ej
ekonomiskt framställas med någon annan arbetsmetod. Tråd kan ej
gärna varmvalsas till mindre diameter än 4 à 5 mm., utan måste
framställningen av klenare sådan ske genom dragning. För järntråd
utgår man gärna från
vals-tråd av 4,9 mm:s
diameter; för ståltråd c:a 5,5
mm. Tråd av mjukare
metaller valsas i regel
ned till 10 mm:s
diameter och drages därefter.
För att komma ned till
den önskade dimensionen
måste dragningen
upprepas i allt mindre hål i
dragskivan. Förhållandet
mellan diametern före
och efter dragningen, den
s. k. förtunningsfaktorn,
bör nämligen ej tagas
större än c :a 0,95 för stål
och 0,90 för mjukt järn.
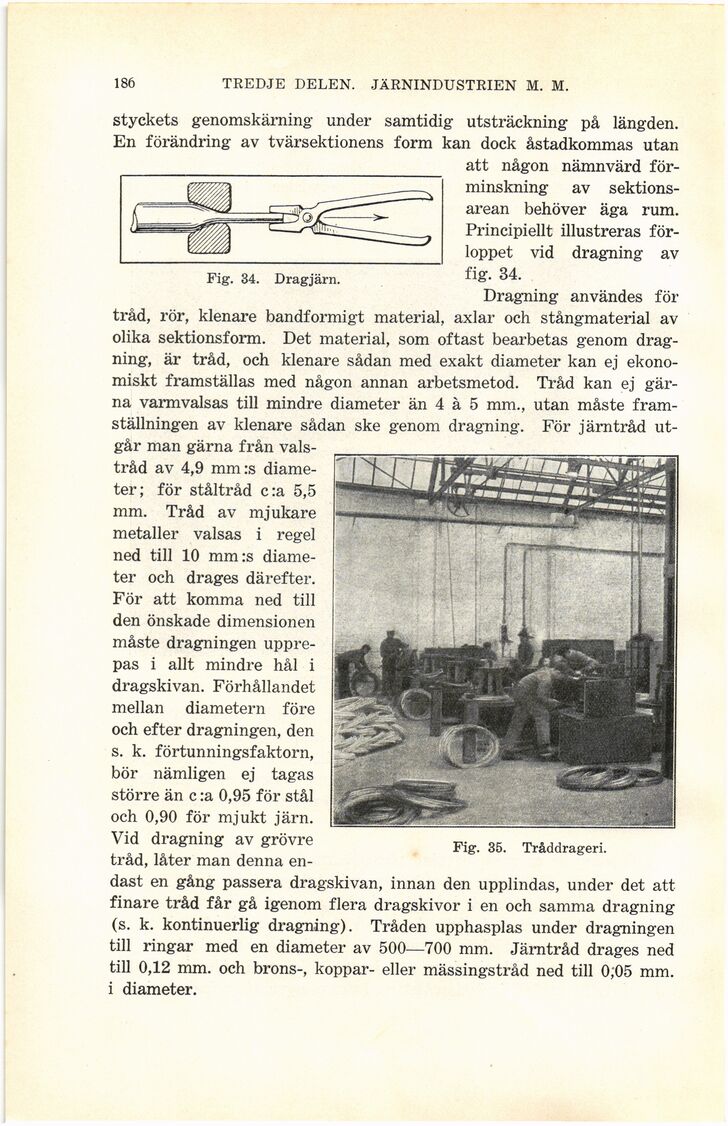
Vid dragning av grövre
tråd, låter man denna
endast en gång passera dragskivan, innan den upplindas, under det att
finare tråd får gå igenom flera dragskivor i en och samma dragning
(s. k. kontinuerlig dragning). Tråden upphasplas under dragningen
till ringar med en diameter av 500—700 mm. Järntråd drages ned
till 0,12 mm. och brons-, koppar- eller mässingstråd ned till 0,05 mm.
i diameter.
Fig. 34. Dragjärn.
Fig. 35. Tråddrageri.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}