
Full resolution (TIFF) - On this page / på denna sida - Maskinspik
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
168
LÅSEN, DE BRANDFRIA KASSASKÅPEN OCH
SPIKTILLVERKNINGEN.
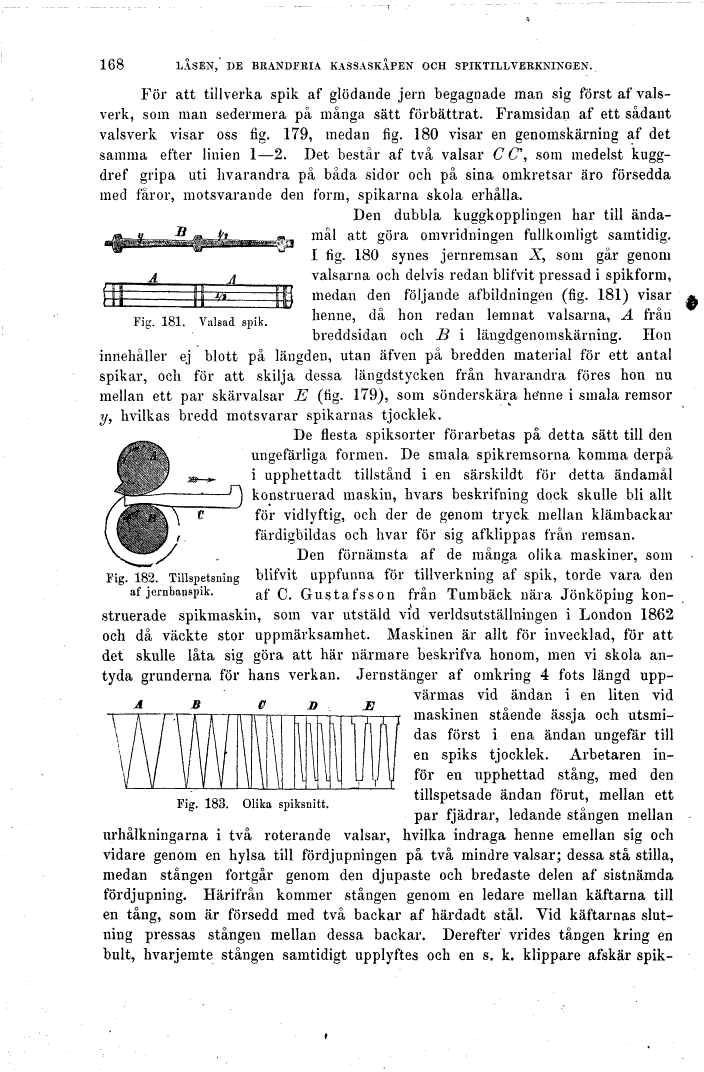
Fig. 181. Valsad spik.
För att tillverka spik af glödande jern begagnade man
sig först af valsverk, som man sedermera på många sätt
förbättrat. Framsidan af ett sådant valsverk visar oss
fig. 179, medan fig. 180 visar en genomskärning af det
samma efter linien l-2. Det består af två valsar C C\
som medelst kugg-dref gripa uti hvarandra på båda
sidor och på sina omkretsar äro försedda med fåror,
motsvarande den form, spikarna skola erhålla.
Den dubbla kuggkopplingen har till ändamål att
göra omvridningen fullkomligt samtidig. I fig. 180
synes jernremsan X, som går genom valsarna och
delvis redan blifvit pressad i spikform, medan
den följande afbildningen (fig. 181) visar henne,
då hon redan lemnat valsarna, A från breddsidan och
B i längdgenomskärning. Hon innehåller ej blott på
längden, utan äfven på bredden material för ett antal
spikar, och för att skilja dessa längdstycken från
hvarandra föres hon nu mellan ett par skärvalsar E
(fig. 179), som sönderskära henne i smala remsor y,
hvilkas bredd motsvarar spikarnas tjocklek.
De flesta spiksorter förarbetas på detta sätt till
den ungefärliga formen. De smala spikremsorna komma
derpå i upphettadt tillstånd i en särskildt för detta
ändamål -H konstruerad maskin, hvars beskrifning
dock skulle bli allt för vidlyftig, och der de genom
tryck mellan klämbackar färdigbildas och hvar för
sig afklippas från remsan.
Den förnämsta af de många olika maskiner, som
Fig. 1^2. Tillspetsning blifvit uppfunna för
tillverkning af spik, torde vara den af jembanspik.
af Q Gustafsson från Tumbäck nära Jönköping kon-
struerade spikmaskin, som var utstäld vid
verldsutställningen i London 1862 och då väckte
stor uppmärksamhet. Maskinen är allt för invecklad,
för att det skulle låta sig göra att här närmare
beskrifva honom, men vi skola antyda grunderna för
hans verkan. Jernstänger af omkring 4 fots längd
uppvärmas vid ändan i en liten vid maskinen stående
ässja och utsmi-das först i ena ändan ungefär till en
spiks tjocklek. Arbetaren inför en upphettad stång,
med den tillspetsade ändan förut, mellan ett par
fjädrar, ledande stången mellan
Fig. 183. Olika spiksnitt.
urhålkningarna i två roterande valsar, hvilka
indraga henne emellan sig och vidare genom en hylsa
till fördjupningen på två mindre valsar; dessa stå
stilla, medan stången fortgår genom den djupaste och
bredaste delen af sistnämda fördjupning. Härifrån
kommer stången genom en ledare mellan käftarna till
en tång, som är försedd med två backar af härdadt
stål. Vid käftarnas slut-ning pressas stången
mellan dessa backar. Derefter vrides tången kring en
bult, hvarjemte stången samtidigt upplyftes och en
s. k. klippare afskär spik-
<< prev. page << föreg. sida << >> nästa sida >> next page >>