
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
FORMS AND FÖR GJUTERIER
115
halvhård för små bitar och
en mager för kärnorna, en fin
eldfast, mycket mild, föga
aluminiumhaltig sand för
blandning med aluminiumrik
sand. Den fina sanden gör
bitarna släta; den är särskilt
god för brons- och
koppargjutning.
I princip kan man till
formning använda varje sand
som blir plastisk i fuktigt
tillstånd allt medan den bevarar
en viss smidighet. Den får
icke innehålla smältbara
kroppar, vilket gör att man
icke kan använda havssand
annat än efter omsorgsfull
tvättning, så att man får bort
natrium-kloriden, som är smältbar.
Sanden innehåller tre element: grova
korn, fina korn och lera. De fina
kornen, dammet, dust, bidrar icke till
hållfastheten och minskar
genomsläppligheten: De stora kornen kunna springa
sönder i hettan, och dammet ökas därför i
gammal sand.
Då en ojämn sand åstadkommer ojämn
sammandragning hos den gjutna
metallen, så mal man den om den klumpar sig
för att få den homogen.
I avseende på bindnings förmågan
skiljer man mellan fet och mager sand. Den
förra är rik på aluminium. Grov san cl
är nästan alltid mager och kan icke
användas enbart. Man gör en alltför fet
sand magrare genom torkning eller
bränning eller genom att tillsätta gammal
sand. Man ökar en mager sands
hållfasthet genom att blanda den med
rågmjöl, sulfitlut, olja eller bryggerijäst.
Råsandsgjutningen är som vi sagt mest
ekonomisk, men kan icke användas för
mycket djupa formar, enär man då
riskerar att få explosioner. Den fuktiga
sanden avkyler gjutgodsets yta och
härdar det en smula, så att det bildar en
hård gjutyta, vilken också skyddar för
rost.
För formning i torrsand använder man
fet sand, och formen upphettas stundom
ända till rödglödning.
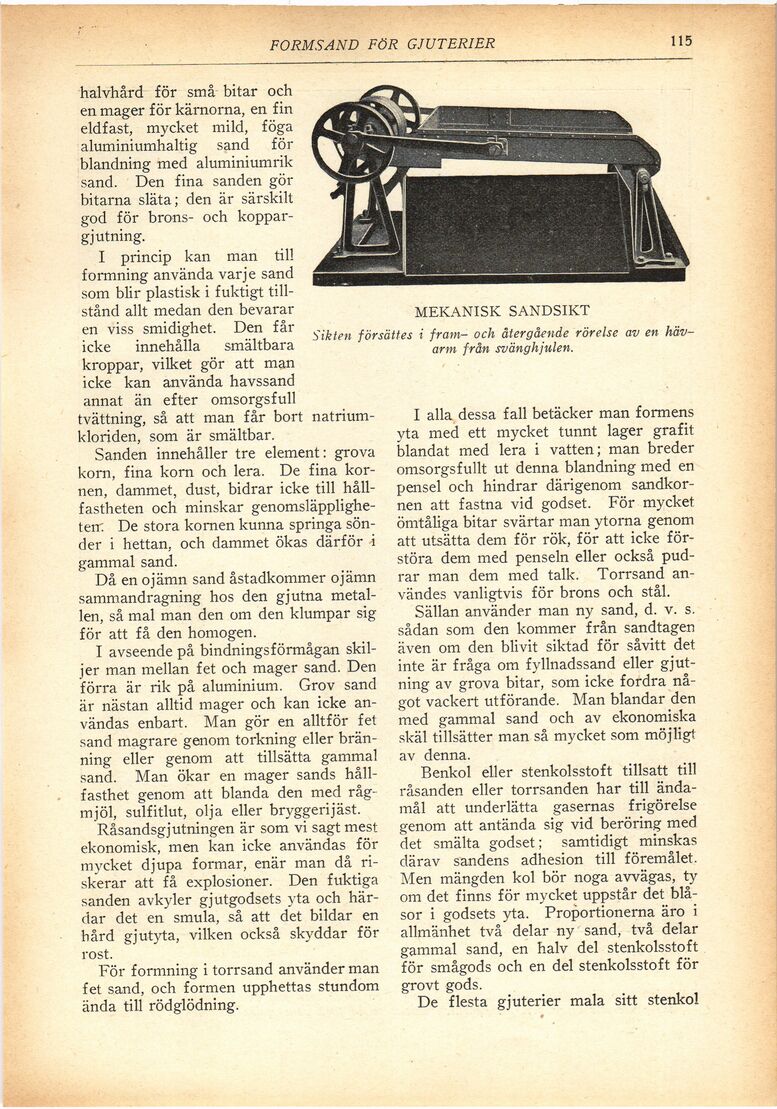
MEKANISK SANDSIKT
Sikten försättes i fram- och återgående rörelse av en
hävarm från svänghjulen.
I alla dessa fall betäcker man formens
yta med ett mycket tunnt lager grafit
blandat med lera i vatten; man breder
omsorgsfullt ut denna blandning med en
pensel och hindrar därigenom
sandkornen att fastna vid godset. För mycket
ömtåliga bitar svärtar man ytorna genom
att utsätta dem för rök, för att icke
förstöra dem med penseln eller också
pudrar man dem med talk. Torrsand
användes vanligtvis för brons och stål.
Sällan använder man ny sand, d. v. s.
sådan som den kommer från sandtagen
även om den blivit siktad för såvitt det
inte är fråga om fyllnadssand eller
gjutning av grova bitar, som icke fordra
något vackert utförande. Man blandar den
med gammal sand och av ekonomiska
skäl tillsätter man så mycket som möjligt
av denna.
Benkol eller stenkolsstoft tillsatt till
råsanden eller torrsanden har till
ändamål att underlätta gasernas frigörelse
genom att antända sig vid beröring med
det smälta godset; samtidigt minskas
därav sandens adhesion till föremålet.
Men mängden kol bör noga avvägas, ty
om det finns för mycket uppstår det
blåsor i godsets yta. Proportionerna äro i
allmänhet två delar ny’ sand, två delar
gammal sand, en halv del stenkolsstoft
för smågods och en del stenkolsstoft för
grovt gods.
De flesta gjuterier mala sitt stenkol
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}