
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1’20
TEKNISK TIDSKRIFT
8 febr. 1930
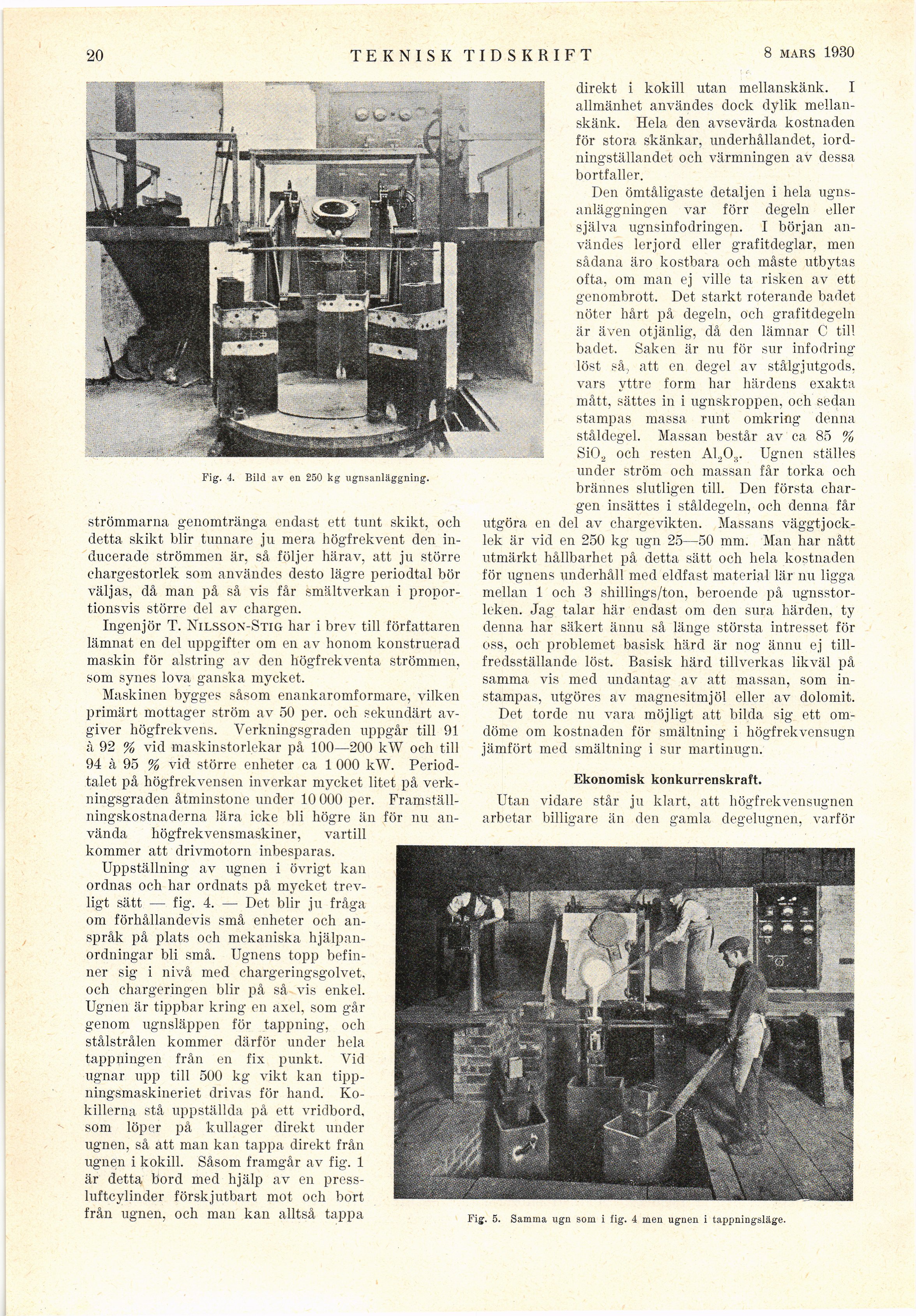
Fig. 4. Bild av en 250 kg ugnsanläggning.
strömmarna genomtränga endast ett tunt skikt, och
detta skikt blir tunnare ju mera högfrekvent den
inducerade strömmen är, så följer härav, att ju större
ehargestorlek som användes desto lägre periodtal bör
väljas, då man på så vis får smältverkan i
proportionsvis större del av chargen.
Ingenjör T. Nilsson-Stig har i brev till författaren
lämnat en del uppgifter om en av honom konstruerad
maskin för alstring av den högfrekventa strömmen,
som synes lova ganska mycket.
Maskinen bygges såsom enankaromformare, vilken
primärt mottager ström av 50 per. och sekundärt
avgiver högfrekvens. Verkningsgraden uppgår till 91
à 92 % vid maskinstorlekar på 100—200 kW och till
94 à 95 % vid större enheter ca 1 000 kW.
Periodtalet på högfrekvensen inverkar mycket litet på
verkningsgraden åtminstone under 10 000 per.
Framställningskostnaderna lära icke bli högre än för nu
använda högfrekvensmaskiner, vartill
kommer att drivmotorn inbesparas.
Uppställning av ugnen i övrigt kan
ordnas och har ordnats på mycket
trevligt sätt — fig. 4. — Det blir ju fråga
om förhållandevis små enheter och
anspråk på plats och mekaniska
hjälpanordningar bli små. Ugnens topp
befinner sig i nivå med chargeringsgolvet.
och chargeringen blir på så vis enkel.
Ugnen är tippbar kring en axel, som går
genom ugnsläppen för tappning, och
stålstrålen kommer därför under hela
tappningen från en fix punkt. Vid
ugnar upp till 500 kg vikt kan
tipp-ningsmaskineriet drivas för hand.
Kokillerna stå uppställda på ett vridbord,
som löper på kullager direkt under
ugnen, så att man kan tappa direkt från
ugnen i kokill. Såsom framgår av fig. 1
är detta bord med hjälp av en
press-luftcylinder förskjutbart mot och bort
från ugnen, och man kan alltså tappa
direkt i kokill utan mellanskänk. I
allmänhet användes dock dylik
mellanskänk. Hela den avsevärda kostnaden
för stora skänkar, underhållandet,
iordningställandet och värmningen av dessa
bortfaller.
Den ömtåligaste detaljen i hela
ugnsanläggningen var förr degeln eller
själva ugnsinfodringen. I början
användes lerjord eller grafitdeglar, men
sådana äro kostbara och måste utbytas
ofta, om man ej ville ta risken av ett
genombrott. Det starkt roterande badet
nöter hårt på degeln, och grafitdegeln
är även otjänlig, då den lämnar C till
badet. Saken är nu för sur infodring
löst så, att en degel av stålgjutgods,
vars yttre form har härdens exakta
mått, sättes in i ugnskroppen, och sedan
stampas massa runt omkring denna
ståldegel. Massan består av ca 85 %
SiOjj och resten A1,03. Ugnen ställes
under ström och massan får torka och
brännes slutligen till. Den första
chargen insättes i ståldegeln, och denna får
utgöra en del av chargevikten. Massans
väggtjocklek är vid en 250 kg ugn 25—50 mm. Man har nått
utmärkt hållbarhet på detta sätt och hela kostnaden
för ugnens underhåll med eldfast material lär nu ligga
mellan 1 och 3 shillings/ton, beroende på
ugnsstor-leken. Jag talar här endast om den sura härden, ty
denna har säkert ännu så länge största intresset för
oss, och problemet basisk härd är nog ännu ej
tillfredsställande löst. Basisk härd tillverkas likväl på
samma vis med undantag av att massan, som
in-stampas, utgöres av magnesitmjöl eller av dolomit.
Det torde nu vara möjligt att bilda sig ett
omdöme om kostnaden för smältning i högfrekvensugn
jämfört med smältning i sur martinugn.
Ekonomisk konkurrenskraft.
Utan vidare står ju klart, att högfrekvensugnen
arbetar billigare än den gamla degelugnen, varför
Fig. 5. Samma ugn som i fig. 4 men ugnen i tappningsläge.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}