
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
8 febii. 1930
BERGSVETENSKAP
55
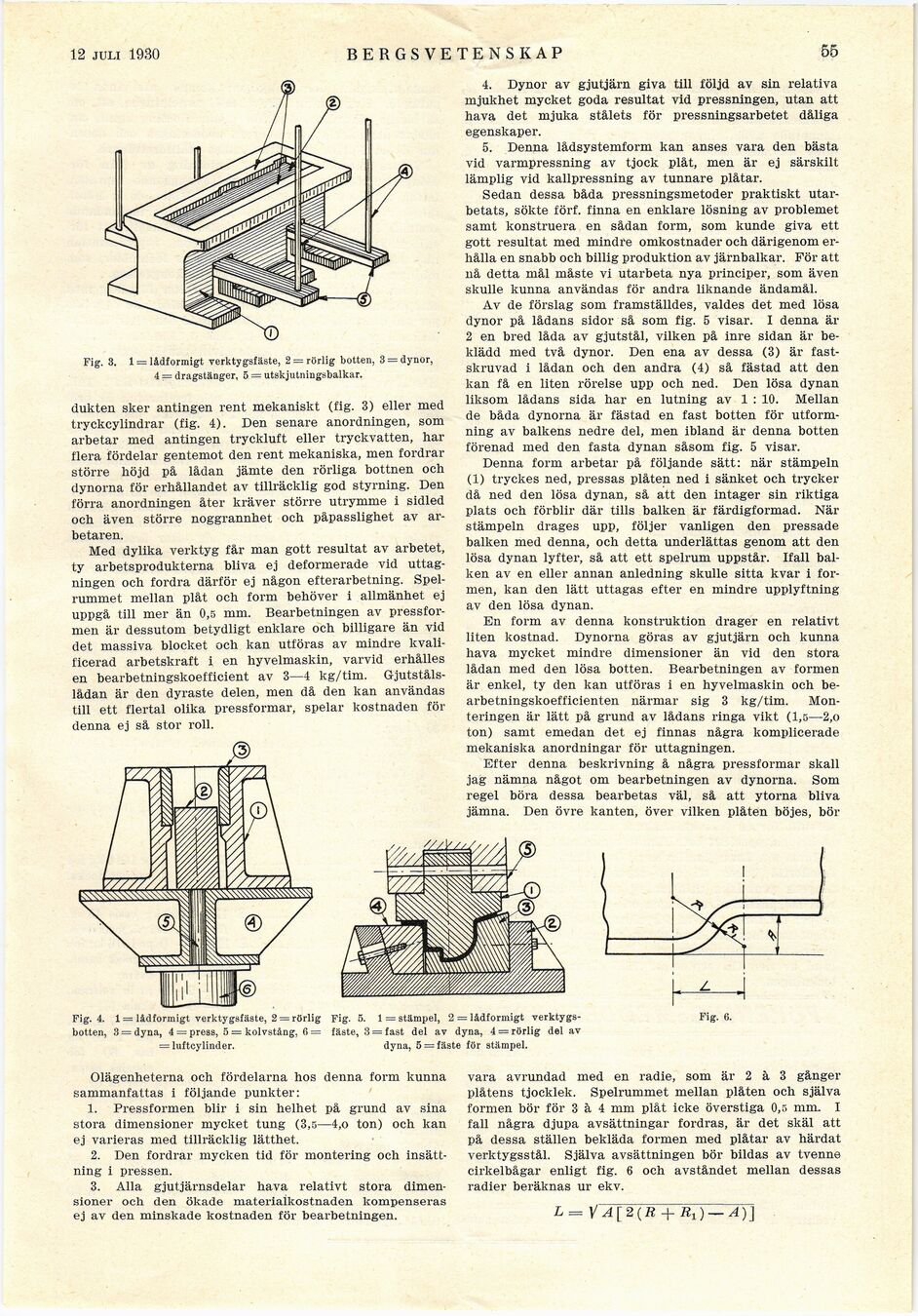
Fig. 8. 1 = lådformigt verktygsfäste, 2 = rörlig botten, 3 = dynor,
4 == dragstänger, 5 = utskjutningsbalkar.
dukten sker antingen rent mekaniskt (fig. 3) eller med
tryckcylindrar (fig. 4). Den senare anordningen, som
arbetar med antingen tryckluft eller tryckvatten, har
flera fördelar gentemot den rent mekaniska, men fordrar
större höjd på lådan jämte den rörliga bottnen och
dynorna för erhållandet av tillräcklig god styrning. Den
förra anordningen åter kräver större utrymme i sidled
och även större noggrannhet och påpasslighet av
arbetaren.
Med dylika verktyg får man gott resultat av arbetet,
ty arbetsprodukterna bliva ej deformerade vid
uttagningen och fordra därför ej någon efterarbetning.
Spelrummet mellan plåt och form behöver i allmänhet ej
uppgå till mer än 0,5 mm. Bearbetningen av
pressformen är dessutom betydligt enklare och billigare än vid
det massiva blocket och kan utföras av mindre
kvalificerad arbetskraft i en hyvelmaskin, varvid erhålles
en bearbetningskoefficient av 3—4 kg/tim.
Gjutståls-lådan är den dyraste delen, men då den kan användas
till ett flertal olika pressformar, spelar kostnaden för
denna ej så stor roll.
4. Dynor av gjutjärn giva till följd av sin relativa
mjukhet mycket goda resultat vid pressningen, utan att
hava det mjuka stålets för pressningsarbetet dåliga
egenskaper.
5. Denna lådsystemform kan anses vara den bästa
vid varmpressning av tjock plåt, men är ej särskilt
lämplig vid kallpressning av tunnare plåtar.
Sedan dessa båda pressningsmetoder praktiskt
utarbetats, sökte förf. finna en enklare lösning av problemet
samt konstruera en sådan form, som kunde giva ett
gott resultat med mindre omkostnader och därigenom
erhålla en snabb och billig produktion av järnbalkar. För att
nå detta mål måste vi utarbeta nya principer, som även
skulle kunna användas för andra liknande ändamål.
Av de förslag som framställdes, valdes det med lösa
dynor på lådans sidor så som fig. 5 visar. I denna är
2 en bred låda av gjutstål, vilken på inre sidan är
beklädd med två dynor. Den ena av dessa (3) är
fast-skruvad i lådan och den andra (4) så fästad att den
kan få en liten rörelse upp och ned. Den lösa dynan
liksom lådans sida har en lutning av 1 : 10. Mellan
de båda dynorna är fästad en fast botten för
utformning av balkens nedre del, men ibland är denna botten
förenad med den fasta dynan såsom fig. 5 visar.
Denna form arbetar på följande sätt: när stämpeln
(1) tryckes ned, pressas plåten ned i sänket och trycker
då ned den lösa dynan, så att den intager sin riktiga
plats och förblir där tills balken är färdigformad. När
stämpeln drages upp, följer vanligen den pressade
balken med denna, och detta underlättas genom att den
lösa dynan lyfter, så att ett spelrum uppstår. Ifall
balken av en eller annan anledning skulle sitta kvar i
formen, kan den lätt uttagas efter en mindre upplyftning
av den lösa dynan.
En form av denna konstruktion drager en relativt
liten kostnad. Dynorna göras av gjutjärn och kunna
hava mycket mindre dimensioner än vid den stora
lådan med den lösa botten. Bearbetningen av formen
är enkel, ty den kan utföras i en hyvelmaskin och
bearbetningskoefficienten närmar sig 3 kg/tim.
Monteringen är lätt på grund av lådans ringa vikt (1,5—2,o
ton) samt emedan det ej finnas några komplicerade
mekaniska anordningar för uttagningen.
Efter denna beskrivning å några pressformar skall
jag nämna något om bearbetningen av dynorna. Som
regel böra dessa bearbetas väl, så att ytorna bliva
jämna. Den övre kanten, över vilken plåten böjes, bör
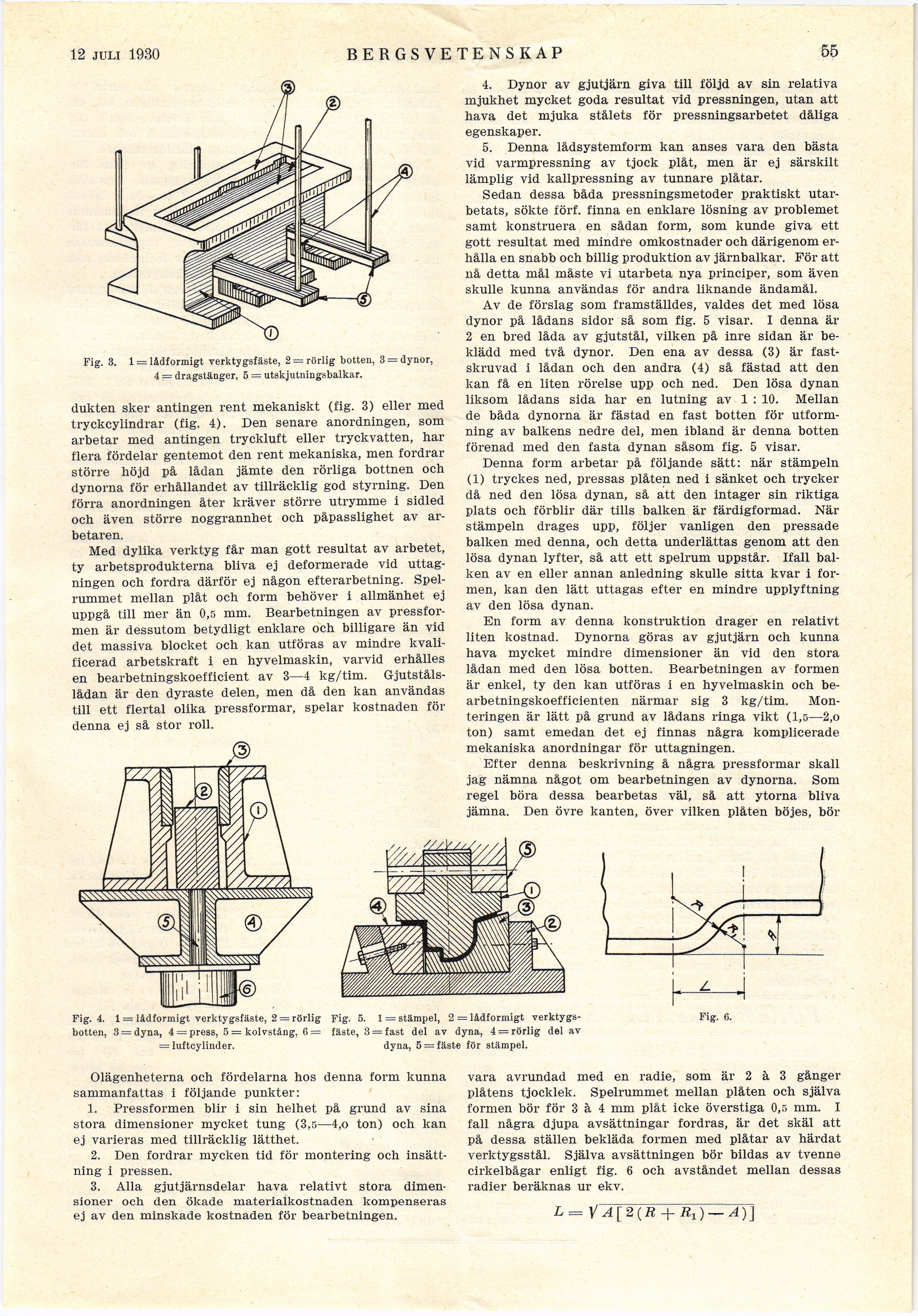
Fig. 4. 1 = lådformigt verktygsfäste, 2 = rörlig
botten, 3 = dyna, 4 = press, 5 = kolvstång, 6 =
= luftcylinder.
Fig. 6.
Olägenheterna och fördelarna hos denna form kunna
sammanfattas i följande punkter:
1. Pressformen blir i sin helhet på grund av sina
stora dimensioner mycket tung (3,5—4,o ton) och kan
ej varieras med tillräcklig lätthet.
2. Den fordrar mycken tid för montering och
insättning i pressen.
3. Alla gjutjärnsdelar hava relativt stora
dimensioner och den ökade materialkostnaden kompenseras
ej av den minskade kostnaden för bearbetningen.
vara avrundad med en radie, som är 2 à 3 gånger
plåtens tjocklek. Spelrummet mellan plåten och själva
formen bör för 3 à 4 mm plåt icke överstiga 0,5 mm. I
fall några djupa avsättningar fordras, är det skäl att
på dessa ställen bekläda formen med plåtar av härdat
verktygsstål. Själva avsättningen bör bildas av tvenne
cirkelbågar enligt fig. 6 och avståndet mellan dessas
radier beräknas ur ekv.
L= +
Fig. 5. 1 = stämpel, 2 = lådformigt
verktygsfäste, 3 = fast del av dyna, 4 = rörlig del av
dyna, 5 — fäste för stämpel.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}