
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
166
TEKNISK TIDSKRIFT
20 SePt. 1930
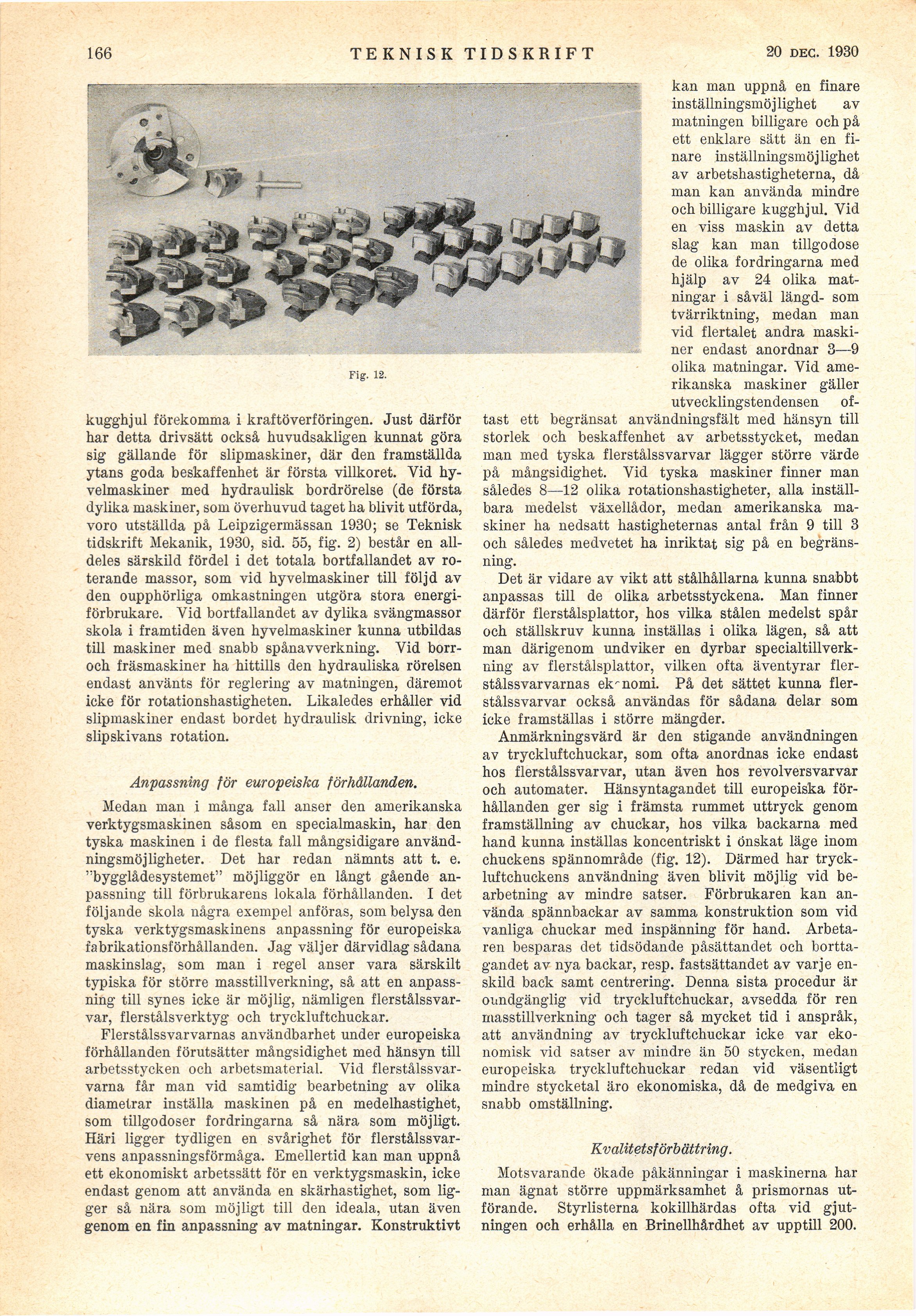
Fig. 12.
kugghjul förekomma i kraftöverföringen. Just därför
har detta drivsätt också huvudsakligen kunnat göra
sig gällande för slipmaskiner, där den framställda
ytans goda beskaffenhet är första villkoret. Vid
hyvelmaskiner med hydraulisk bordrörelse (de första
dylika maskiner, som överhuvud taget ha blivit utförda,
voro utställda på Leipzigermässan 1930; se Teknisk
tidskrift Mekanik, 1930, sid. 55, fig. 2) består en
alldeles särskild fördel i det totala bortfallandet av
roterande massor, som vid hyvelmaskiner till följd av
den oupphörliga omkastningen utgöra stora
energiförbrukare. Vid bortfallandet av dylika svängmassor
skola i framtiden även hyvelmaskiner kunna utbildas
till maskiner med snabb spånavverkning. Vid
borr-och fräsmaskiner ha hittills den hydrauliska rörelsen
endast använts för reglering av matningen, däremot
icke för rotationshastigheten. Likaledes erhåller vid
slipmaskiner endast bordet hydraulisk drivning, icke
slipskivans rotation.
Anpassning för europeiska förhållanden.
Medan man i många fall anser den amerikanska
verktygsmaskinen såsom en specialmaskin, har den
tyska maskinen i de flesta fall mångsidigare
användningsmöjligheter. Det har redan nämnts att t. e.
"bygglådesystemet" möjliggör en långt gående
anpassning till förbrukarens lokala förhållanden. I det
följande skola några exempel anföras, som belysa den
tyska verktygsmaskinens anpassning för europeiska
fabrikationsförhållanden. Jag väljer därvidlag sådana
maskinslag, som man i regel anser vara särskilt
typiska för större masstillverkning, så att en
anpassning till synes icke är möjlig, nämligen
flerstålssvar-var, flerstålsverktyg och tryckluftchuckar.
Flerstålssvarvarnas användbarhet under europeiska
förhållanden förutsätter mångsidighet med hänsyn till
arbetsstycken och arbetsmaterial. Vid
flerstålssvar-varna får man vid samtidig bearbetning av olika
diametrar inställa maskinen på en medelhastighet,
som tillgodoser fordringarna så nära som möjligt.
Häri ligger tydligen en svårighet för
flerstålssvar-vens anpassningsförmåga. Emellertid kan man uppnå
ett ekonomiskt arbetssätt för en verktygsmaskin, icke
endast genom att använda en skärhastighet, som
ligger så nära som möjligt till den ideala, utan även
genom en fin anpassning av matningar. Konstruktivt
kan man uppnå en finare
inställningsmöjlighet av
matningen billigare och på
ett enklare sätt än en
finare inställningsmöjlighet
av arbetshastigheterna, då
man kan använda mindre
och billigare kugghjul. Vid
en viss maskin av detta
slag kan man tillgodose
de olika fordringarna med
hjälp av 24 olika
matningar i såväl längd- som
tvärriktning, medan man
vid flertalet andra
maskiner endast anordnar 3—9
olika matningar. Vid
amerikanska maskiner gäller
utvecklingstendensen
oftast ett begränsat användningsfält med hänsyn till
storlek och beskaffenhet av arbetsstycket, medan
man med tyska flerstålssvarvar lägger större värde
på mångsidighet. Vid tyska maskiner finner man
således 8—12 olika rotationshastigheter, alla
inställbara medelst växellådor, medan amerikanska
maskiner ha nedsatt hastigheternas antal från 9 till 3
och således medvetet ha inriktat sig på en
begränsning.
Det är vidare av vikt att stålhållarna kunna snabbt
anpassas till de olika arbetsstyckena. Man finner
därför flerstålsplattor, hos vilka stålen medelst spår
och ställskruv kunna inställas i olika lägen, så att
man därigenom undviker en dyrbar
specialtillverkning av flerstålsplattor, vilken ofta äventyrar
flerstålssvarvarnas ck- nomi. På det sättet kunna
flerstålssvarvar också användas för sådana delar som
icke framställas i större mängder.
Anmärkningsvärd är den stigande användningen
av tryckluftchuckar, som ofta anordnas icke endast
hos flerstålssvarvar, utan även hos revolversvarvar
och automater. Hänsyntagandet till europeiska
förhållanden ger sig i främsta rummet uttryck genom
framställning av chuckar, hos vilka backarna med
hand kunna inställas koncentriskt i önskat läge inom
chuckens spännområde (fig. 12). Därmed har
tryck-luftchuckens användning även blivit möjlig vid
bearbetning av mindre satser. Förbrukaren kan
använda spännbackar av samma konstruktion som vid
vanliga chuckar med inspänning för hand.
Arbetaren besparas det tidsödande påsättandet och
borttagandet av nya backar, resp. fastsättandet av varje
enskild back samt centrering. Denna sista procedur är
oundgänglig vid tryckluftchuckar, avsedda för ren
masstillverkning och tager så mycket tid i anspråk,
att användning av tryckluftchuckar icke var
ekonomisk vid satser av mindre än 50 stycken, medan
europeiska tryckluftchuckar redan vid väsentligt
mindre stycketal äro ekonomiska, då de medgiva en
snabb omställning.
Kvalitetsförbättring.
Motsvarande ökade påkänningar i maskinerna har
man ägnat större uppmärksamhet å prismornas
utförande. Styrlisterna kokillhärdas ofta vid
gjutningen och erhålla en Brinellhårdhet av upptill 200.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}