
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20
TEKNISK TIDSKRIFT
13 april 1935
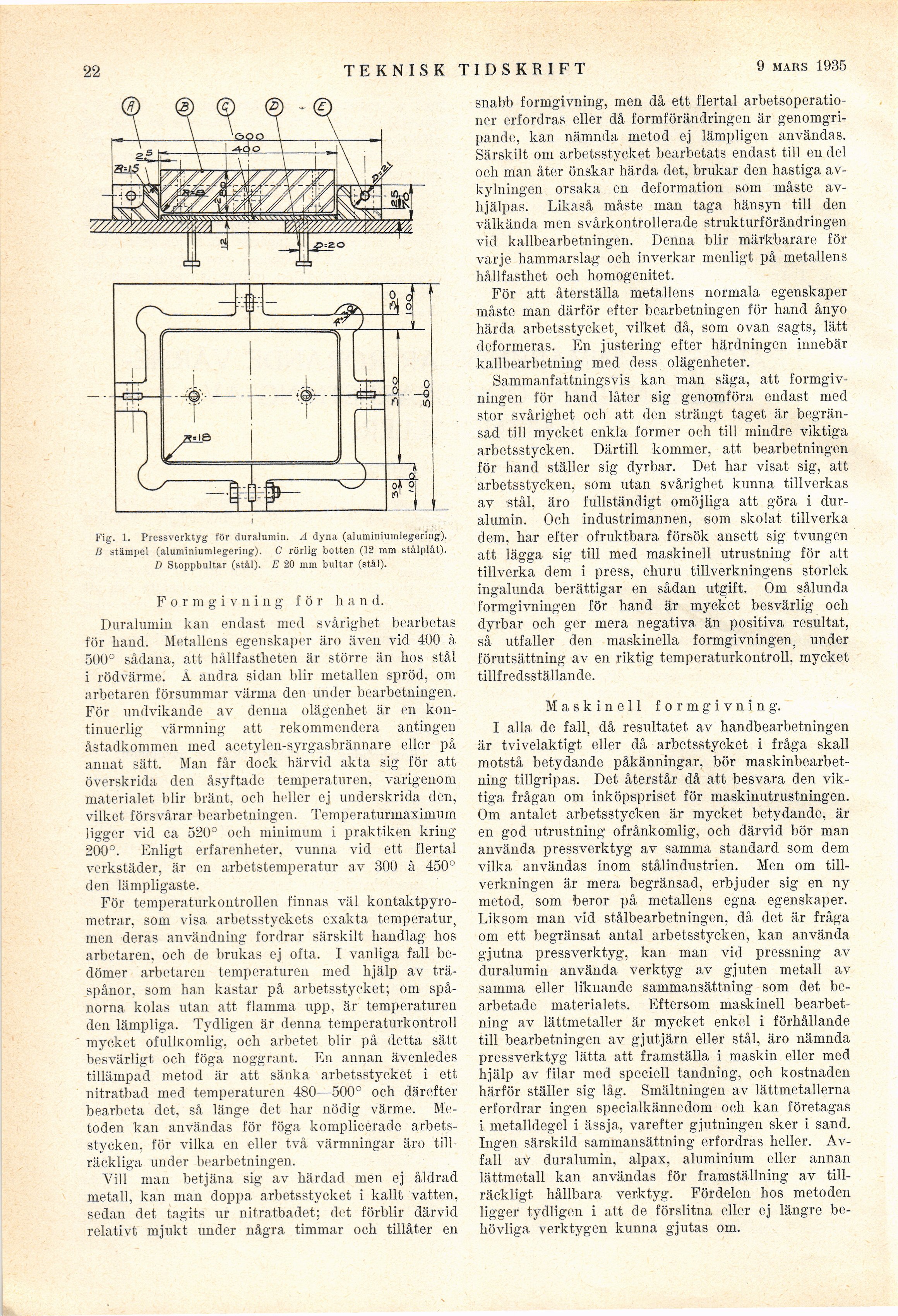
Fig. 1. Pressverktyg för duralumin. A dyna (aluminiumlegering).
Ii stämpel (aluminiumlegering). C rörlig botten (12 mm stålplåt).
D Stoppbultar (stål). E 20 mm bultar (stål).
Formgivning för hand.
Duralumin kan endast med svårighet bearbetas
för hand. Metallens egenskaper äro även vid 400 à
500° sådana, att hållfastheten är större än hos stål
i rödvärme. Å andra sidan blir metallen spröd, om
arbetaren försummar värma den under bearbetningen.
För undvikande av denna olägenhet är en
kontinuerlig värmning att rekommendera antingen
åstadkommen med acetylen-syrgasbrännare eller på
annat sätt. Man får dock härvid akta sig för att
överskrida den åsyftade temperaturen, varigenom
materialet blir bränt, och heller ej underskrida den,
vilket försvårar bearbetningen. Temperaturmaximum
ligger vid ca 520° och minimum i praktiken kring
200°. Enligt erfarenheter, vunna vid ett flertal
verkstäder, är en arbetstemperatur av 300 à 450°
den lämpligaste.
För temperaturkontrollen finnas väl
kontaktpyro-metrar, som visa arbetsstyckets exakta temperatur,
men deras användning fordrar särskilt handlag hos
arbetaren, och de brukas ej ofta. I vanliga fall
bedömer arbetaren temperaturen med hjälp av
trä-spånor, som han kastar på arbetsstycket; om
spånorna kolas utan att flamma upp. är temperaturen
den lämpliga. Tydligen är denna temperaturkontroll
mycket ofullkomlig, och arbetet blir på detta sätt
besvärligt och föga noggrant. En annan ävenledes
tillämpad metod är att sänka arbetsstycket i ett
nitratbad med temperaturen 480—500° och därefter
bearbeta det, så länge det har nödig värme.
Metoden kan användas för föga komplicerade
arbetsstycken, för vilka en eller två värmningar äro
tillräckliga under bearbetningen.
Vill man betjäna sig av härdad men ej åldrad
metall, kan man doppa arbetsstycket i kallt vatten,
sedan det tagits ur nitratbadet; det förblir därvid
relativt mjukt under några timmar och tillåter en
snabb formgivning, men då ett flertal
arbetsoperationer erfordras eller då formförändringen är
genomgripande, kan nämnda metod ej lämpligen användas.
Särskilt om arbetsstycket bearbetats endast till en del
och man åter önskar härda det, brukar den hastiga
avkylningen orsaka en deformation som måste
avhjälpas. Likaså måste man taga hänsyn till den
välkända men svårkontrollerade strukturförändringen
vid kallbearbetningen. Denna blir märkbarare för
varje hammarslag och inverkar menligt på metallens
hållfasthet och homogenitet.
För att återställa metallens normala egenskaper
måste man därför efter bearbetningen för hand ånyo
härda arbetsstycket, vilket då, som ovan sagts, lätt
deformeras. En justering efter härdningen innebär
kallbearbetning med dess olägenheter.
Sammanfattningsvis kan man säga, att
formgivningen för hand låter sig genomföra endast med
stor svårighet och att den strängt taget är
begränsad till mycket enkla former och till mindre viktiga
arbetsstycken. Därtill kommer, att bearbetningen
för hand ställer sig dyrbar. Det har visat sig, att
arbetsstycken, som utan svårighet kunna tillverkas
av stål, äro fullständigt omöjliga att göra i
duralumin. Och industrimannen, som skolat tillverka
dem, har efter ofruktbara försök ansett sig tvungen
att lägga sig till med maskinell utrustning för att
tillverka dem i press, ehuru tillverkningens storlek
ingalunda berättigar en sådan utgift. Om sålunda
formgivningen för hand är mycket besvärlig och
dyrbar och ger mera negativa än positiva resultat,
så utfaller den maskinella formgivningen, under
förutsättning av en riktig temperaturkontroll, mycket
tillfredsställande.
Maskinell formgivning.
I alla de fall, då resultatet av handbearbetningen
är tvivelaktigt eller då arbetsstycket i fråga skall
motstå betydande påkänningar, bör
maskinbearbet-ning tillgripas. Det återstår då att besvara den
viktiga frågan om inköpspriset för maskinutrustningen.
Om antalet arbetsstycken är mycket betydande, är
en god utrustning ofrånkomlig, och därvid bör man
använda pressverktyg av samma standard som dem
vilka användas inom stålindustrien. Men om
tillverkningen är mera begränsad, erbjuder sig en ny
metod, som beror på metallens egna egenskaper.
Liksom man vid stålbearbetningen, då det är fråga
om ett begränsat antal arbetsstycken, kan använda
gjutna pressverktyg, kan man vid pressning av
duralumin använda verktyg av gjuten metall av
samma eller liknande sammansättning som det
bearbetade materialets. Eftersom maskinell
bearbetning av lättmetaller är mycket enkel i förhållande
till bearbetningen av gjutjärn eller stål, äro nämnda
pressverktyg lätta att framställa i maskin eller med
hjälp av filar med speciell tandning, och kostnaden
härför ställer sig låg. Smältningen av lättmetallerna
erfordrar ingen specialkännedom och kan företagas
i metalldegel i ässja, varefter gjutningen sker i sand.
Ingen särskild sammansättning erfordras heller.
Avfall av duralumin, alpax, aluminium eller annan
lättmetall kan användas för framställning av
tillräckligt hållbara verktyg. Fördelen hos metoden
ligger tydligen i att de förslitna eller ej längre
behövliga verktygen kunna gjutas om.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}