
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
måste motsvara fordringarna i varje särskilt fall.
Brännaren kan därför ofta icke konstrueras direkt
efter teoretiska beräkningar utan måste utvecklas
genom omfattande praktiska försök.
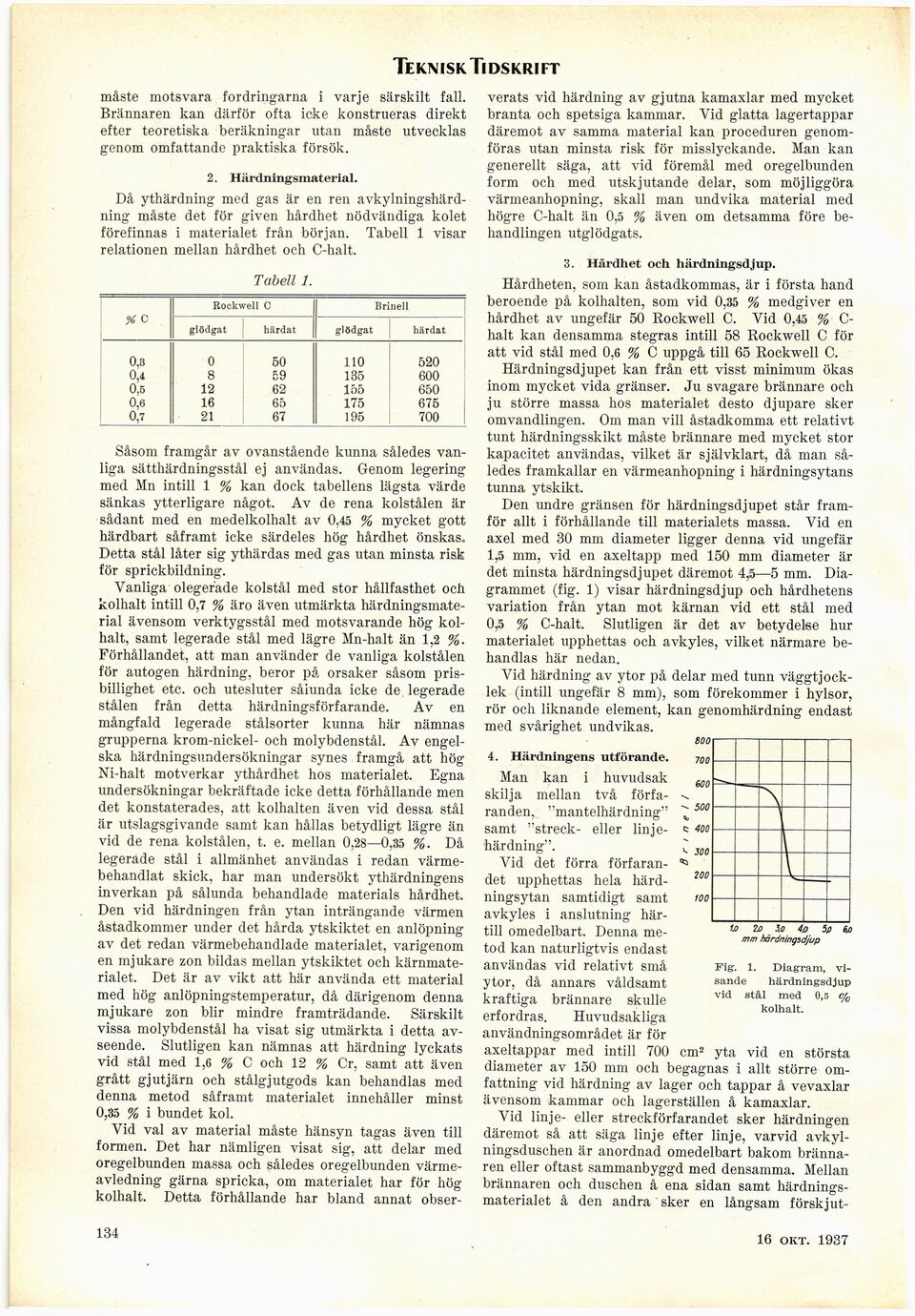
2. Härdningsmaterial.
Då ythärdning med gas är en ren
avkylningshärd-ning måste det för given hårdhet nödvändiga kolet
förefinnas i materialet från början. Tabell 1 visar
relationen mellan hårdhet och C-halt.
Tabell 1.
Rockwell C Brinell
% c
glödgat härdat glödgat härdat
0,3 0 50 110 520
0,4 8 59 135 600
0,5 12 62 155 650
0,6 16 65 175 675
0,7 21 67 195 700
Såsom framgår av ovanstående kunna således
vanliga sätthärdningsstål ej användas. Genom legering
med Mn intill 1 % kan dock tabellens lägsta värde
sänkas ytterligare något. Av de rena kolstålen är
sådant med en medelkolhalt av 0,45 % mycket gott
härdbart såframt icke särdeles hög hårdhet önskas.
Detta stål låter sig ythärdas med gas utan minsta risk
för sprickbildning.
Vanliga olegerade kolstål med stor hållfasthet och
kolhalt intill 0,7 % äro även utmärkta
härdningsmaterial ävensom verktygsstål med motsvarande hög
kolhalt, samt legerade stål med lägre Mn-halt än 1,2 %.
Förhållandet, att man använder de vanliga kolstålen
för autogen härdning, beror på orsaker såsom
prisbillighet etc. och utesluter sålunda icke de legerade
stålen från detta härdningsförfarande. Av en
mångfald legerade stålsorter kunna här nämnas
grupperna krom-nickel- och molybdenstål. Av
engelska härdningsundersökningar synes framgå att hög
Ni-halt motverkar ythårdhet hos materialet. Egna
undersökningar bekräftade icke detta förhållande men
det konstaterades, att kolhalten även vid dessa stål
är utslagsgivande samt kan hållas betydligt lägre än
vid de rena kolstålen, t. e. mellan 0,28—0,35 %. Då
legerade stål i allmänhet användas i redan
värme-behandlat skick, har man undersökt ythärdningens
inverkan på sålunda behandlade materials hårdhet.
Den vid härdningen från ytan inträngande värmen
åstadkommer under det hårda ytskiktet en anlöpning
av det redan värmebehandlade materialet, varigenom
en mjukare zon bildas mellan ytskiktet och
kärnmate-rialet. Det är av vikt att här använda ett material
med hög anlöpningstemperatur, då därigenom denna
mjukare zon blir mindre framträdande. Särskilt
vissa molybdenstål ha visat sig utmärkta i detta
avseende. Slutligen kan nämnas att härdning lyckats
vid stål med 1,6 % C och 12 % Cr, samt att även
grått gjutjärn och stålgjutgods kan behandlas med
denna metod såframt materialet innehåller minst
0,35 % i bundet kol.
Vid val av material måste hänsyn tagas även till
formen. Det har nämligen visat sig, att delar med
oregelbunden massa och således oregelbunden
värmeavledning gärna spricka, om materialet har för hög
kolhalt. Detta förhållande har bland annat obser-
verats vid härdning av gjutna kamaxlar med mycket
branta och spetsiga kammar. Vid glatta lagertappar
däremot av samma material kan proceduren
genomföras utan minsta risk för misslyckande. Man kan
generellt säga, att vid föremål med oregelbunden
iform och med utskjutande delar, som möjliggöra
värmeanhopning, skall man undvika material med
högre C-halt än 0,5 % även om detsamma före
behandlingen utglödgats.
3. Hårdhet och härdningsdjup.
Hårdheten, som kan åstadkommas, är i första hand
beroende på kolhalten, som vid 0,35 % medgiver en
hårdhet av ungefär 50 Rockwell C. Vid 0,45 %
C-halt kan densamma stegras intill 58 Rockwell C för
att vid stål med 0,6 % C uppgå till 65 Rockwell C.
Härdningsdjup et kan från ett visst minimum ökas
inom mycket vida gränser. Ju svagare brännare och
ju större massa hos materialet desto djupare sker
omvandlingen. Om man vill åstadkomma ett relativt
tunt härdningsskikt måste brännare med mycket stor
kapacitet användas, vilket är självklart, då man
således framkallar en värmeanhopning i härdningsytans
tunna ytskikt.
Den undre gränsen för härdningsdjupet står
framför allt i förhållande till materialets massa. Vid en
axel med 30 mm diameter ligger denna vid ungefär
1,;5 mm, vid en axeltapp med 150 mm diameter är
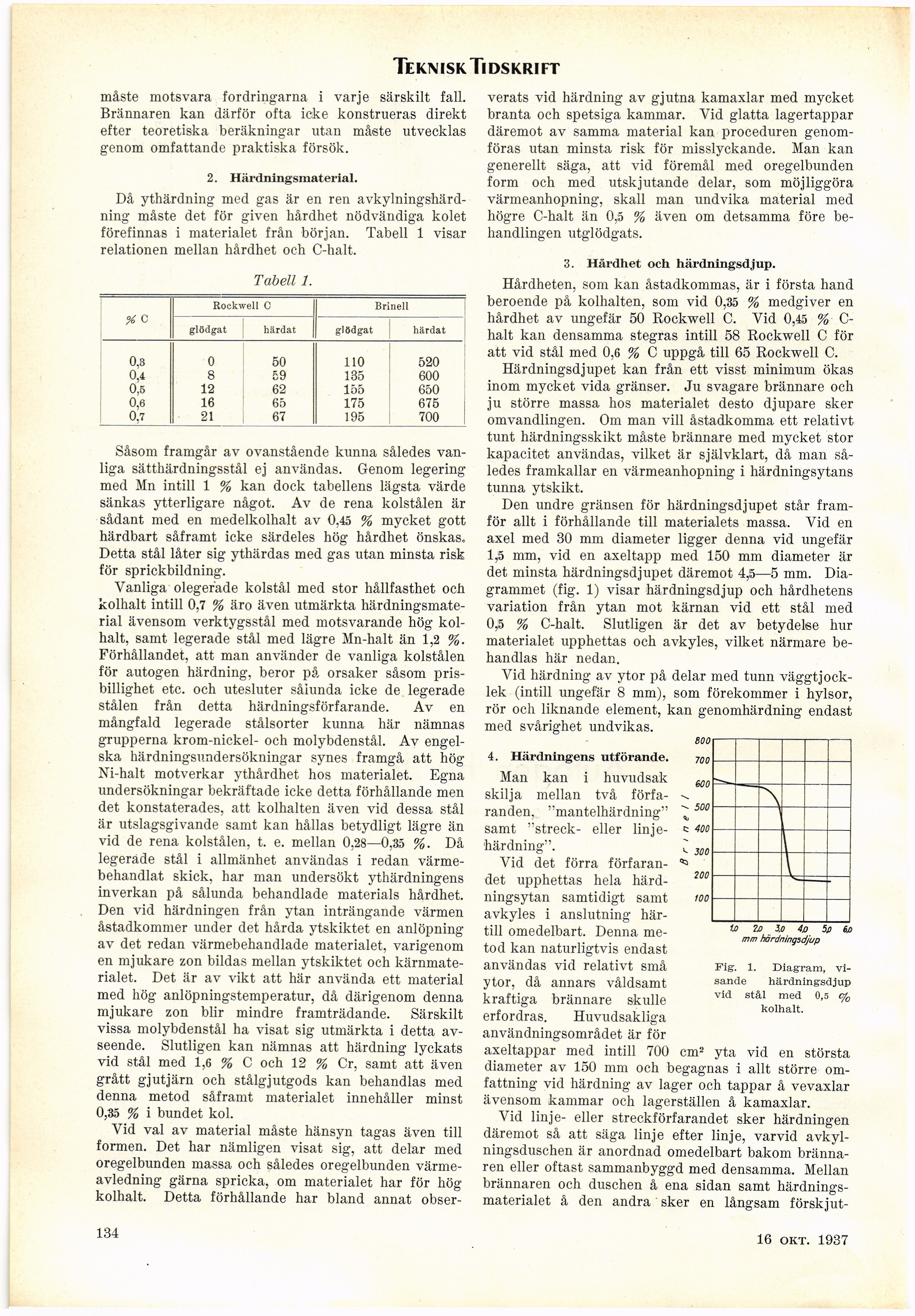
det minsta härdningsdjupet däremot 4,5—5 mm.
Diagrammet (fig. 1) visar härdningsdjup och hårdhetens
variation från ytan mot kärnan vid ett stål med
0,5 % C-halt. Slutligen är det av betydelse hur
materialet upphettas och avkyles, vilket närmare
behandlas här nedan.
Vid härdning av ytor på delar med tunn
väggtjocklek (intill ungefär 8 mm), som förekommer i hylsor,
rör och liknande element, kan genomhärdning endast
med svårighet undvikas.
4. Härdningens utförande.
Man kan i huvudsak
skilja mellan två
förfaranden, "mantelhärdning"
samt "streck- eller
linje-härdning".
Vid det förra
förfarandet upphettas hela
härd-ningsytan samtidigt samt
avkyles i anslutning
härtill omedelbart. Denna
metod kan naturligtvis endast
användas vid relativt små
ytor, då annars våldsamt
kraftiga brännare skulle
erfordras. Huvudsakliga
användningsområdet är för
axeltappar med intill 700
diameter av 150 mm och begagnas i allt större
omfattning vid härdning av lager och tappar å vevaxlar
ävensom kammar och lagerställen å kamaxlar.
Vid linje- eller streckförfarandet sker härdningen
däremot så att säga linje efter linje, varvid
avkyl-ningsduschen är anordnad omedelbart bakom
brännaren eller oftast sammanbyggd med densamma. Mellan
brännaren och duschen å ena sidan samt
härdnings-materialet å den andra sker en långsam förskjut-
mm härdningsdjup
Fig. 1. Diagram,
visande härdningsdjup
vid stål med 0,5 %
kolhalt.
cm2 yta vid en största
134
18 sept. 1937
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}