
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk. Tidskrift
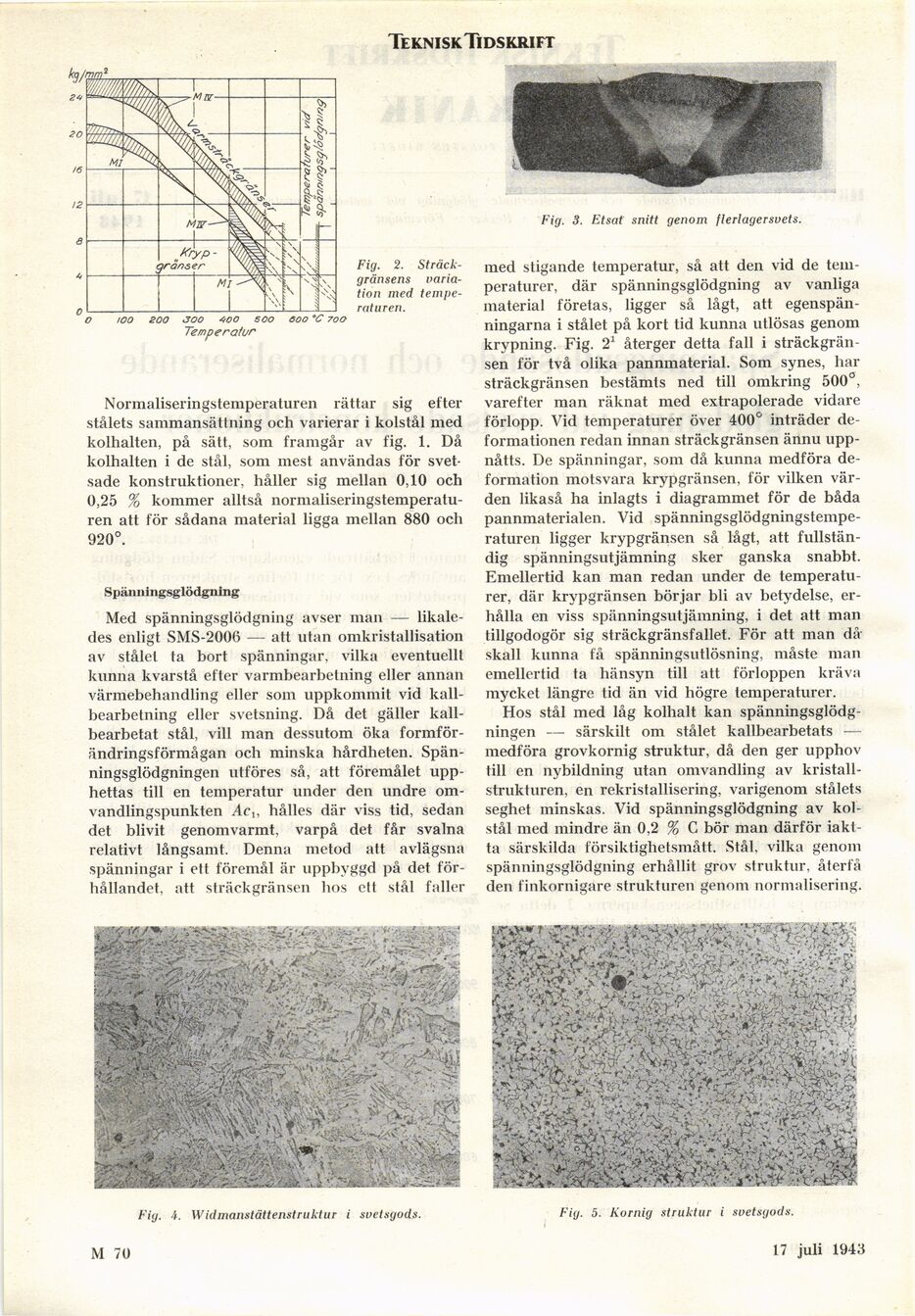
Fig. 2.
Sträckgränsens variation med
temperaturen.
Normaliseringstemperaturen rättar sig efter
stålets sammansättning och varierar i kolstål med
kolhalten, på sätt, som framgår av fig. 1. Då
kolhalten i de stål, som mest användas för
svetsade konstruktioner, håller sig mellan 0,10 och
0,25 % kommer alltså
normaliseringstemperaturen att för sådana material ligga mellan 880 ocli
920°.
Spänningsglödgning
Med spänningsglödgning avser man —
likaledes enligt SMS-200fi — att utan omkristallisation
av stålet ta bort spänningar, vilka eventuellt
kunna kvarstå efter varmbearbelning eller annan
värmebehandling eller som uppkommit vid
kallbearbetning eller svetsning. Då det gäller
kall-bearbetat stål, vill man dessutom öka
formförändringsförmågan och minska hårdheten.
Spän-ningsglödgningen utföres så, att föremålet
upphettas till en temperatur under den undre
omvandlingspunkten Aci, hålles där viss tid, sedan
det blivit genomvärmt, varpå det får svalna
relativt långsamt. Denna metod att avlägsna
spänningar i ett föremål är uppbyggd på det
förhållandet, att sträckgränsen hos ett stål faller
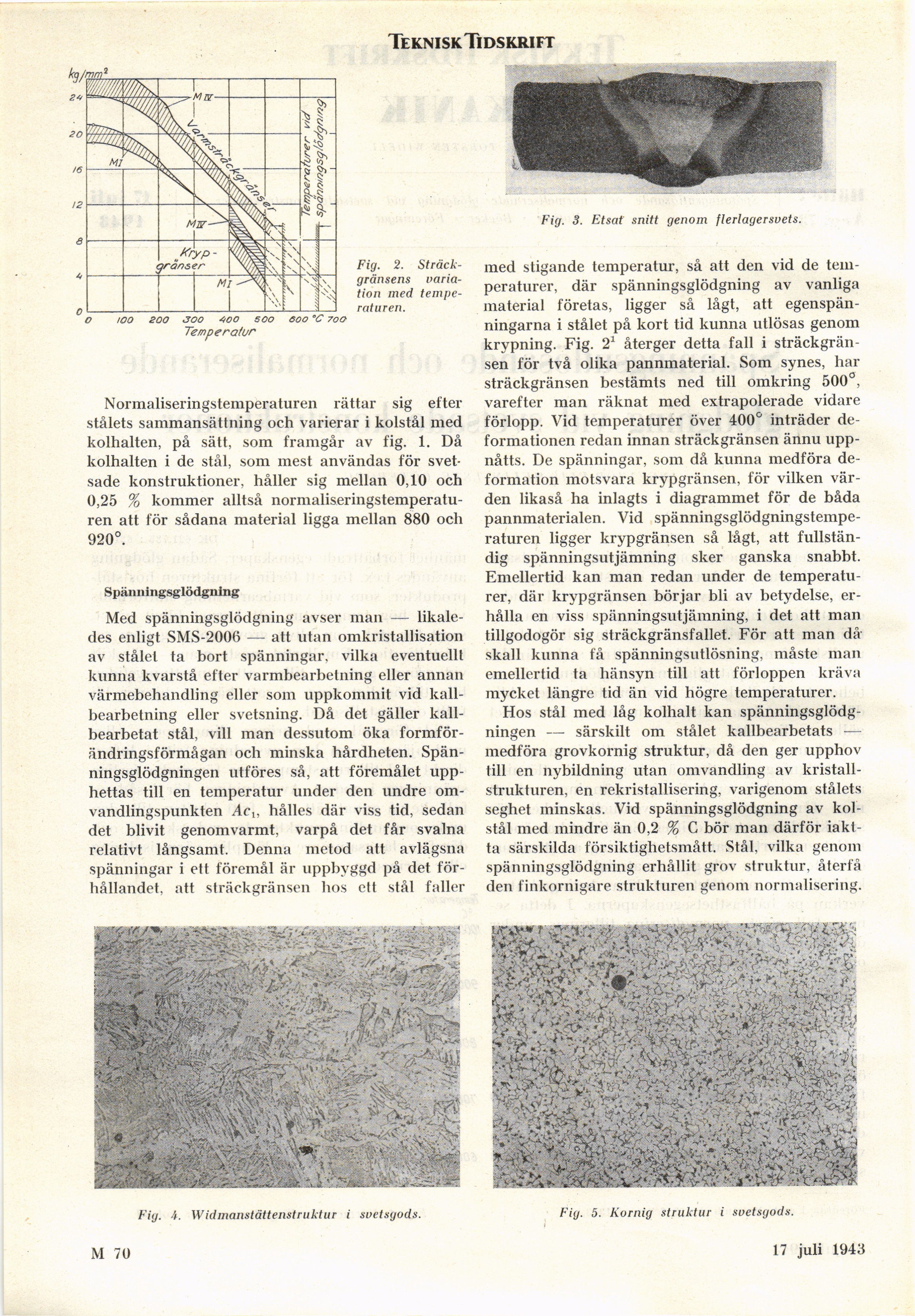
Fig. 3. Etsat snitt genom flerlagersvets.
med stigande temperatur, så att den vid de
temperaturer, där spänningsglödgning av vanliga
material företas, ligger så lågt, att
egenspän-ningarna i stålet på kort tid kunna utlösas genom
krypning. Fig. 21 återger detta fall i
sträckgränsen för två olika pannmaterial. Som synes, har
sträckgränsen bestämts ned till omkring 500°,
varefter man räknat med extrapolerade vidare
förlopp. Vid temperaturer över 400° inträder
deformationen redan innan sträckgränsen ännu
uppnåtts. De spänningar, som då kunna medföra
deformation motsvara krypgränsen, för vilken
värden likaså ha inlagts i diagrammet för de båda
pannmaterialen. Vid
spänningsglödgningstempe-raturen ligger krypgränsen så lågt, att
fullständig spänningsutjämning sker ganska snabbt.
Emellertid kan man redan under de
temperaturer, där krypgränsen börjar bli av betydelse,
erhålla en viss spänningsutjämning, i det att man
tillgodogör sig sträckgränsfallet. För att man då
skall kunna få spänningsutlösning, måste man
emellertid ta hänsyn till att förloppen kräva
mycket längre tid än vid högre temperaturer.
Hos stål med låg kolhalt kan
spänningsglödg-ningen — särskilt om stålet kallbearbetats —
medföra grovkornig struktur, då den ger upphov
till en nybildning utan omvandling av
kristallstrukturen, en rekristallisering, varigenom stålets
seghet minskas. Vid spänningsglödgning av
kolstål med mindre än 0,2 % C bör man därför
iaktta särskilda försiktighetsmått. Stål, vilka genom
spänningsglödgning erhållit grov struktur, återfå
den finkornigare strukturen genom normalisering.
Fig. 4. Widmanstättenstruktur i svetsgods. Fig. 5. Kornig struktur i svetsgods.
M 70 18 sept. 1943
* .SS k
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}