
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Spänningsutlösning kan ske på antingen
mekanisk eller termisk väg. Den mekaniska metoden
har särskilt kommit till användning hos Asea för
svetsade maskinkonstruktioner. Metoden innebär,
att konstruktionerna belastas upp till
grundmaterialets sträckgräns, varvid små deformationer
inträda och verka spänningsutlösande. Det är
klart, att denna metod bjuder vissa fördelar, då
det gäller maskinkonstruktioner. Den är billig,
eftersom man slipper ifrån både ugns- och
bränslekostnader, och den är dessutom relativt
lätt att genomföra. Förutsättningen för att den
önskade effekten skall kunna nås är emellertid,
att man har att göra med en jämnstark kropp, då
annars deformationerna komma att äga rum i de
klenare partierna av arbetsstycket, medan de
grövre stå relativt orörda.
Genom denna metod får man naturligtvis ingen
fullständig spänningsutlösning såsom vid
glödgning, utan man avlägsnar endast de spänningar,
vilka skulle addera sig till den normala
driftspänningen, dvs. spänningar med samma
angreppspunkt och samma angreppsriktning som
denna, vilka skulle kunna innebära fara för
konstruktionens bestånd.
Det kan emellertid förmodas, att metoden
innebär ett faromoment. Det är tänkbart, att de små
deformationerna, som man måste utsätta
föremålet för vid invecklade spänningstillstånd, kunna
vara tillräckliga för att åstadkomma lokala brott,
framför allt då i tjockare material. Som exempel
kan man ta påsvetsbockprovet, som begagnas för
att utröna svetsbarheten hos St 52 och liknande
material. Om plåttjockleken ligger upp emot 50
mm i ett sådant prov och provet äger föreskriven
bredd, uppkomma synliga sprickor redan vid så
små bockvinklar som 5 eller 6°. Initialsprickorna
måste då ha uppkommit redan tidigare.
Man har mot metoden framhållit, att den
liksom kallbearbetningen sätter igång mekaniska
åldringsprocesser, vilka framför allt förstöra
materialets seghet. Vid maskinkonstruktioner torde
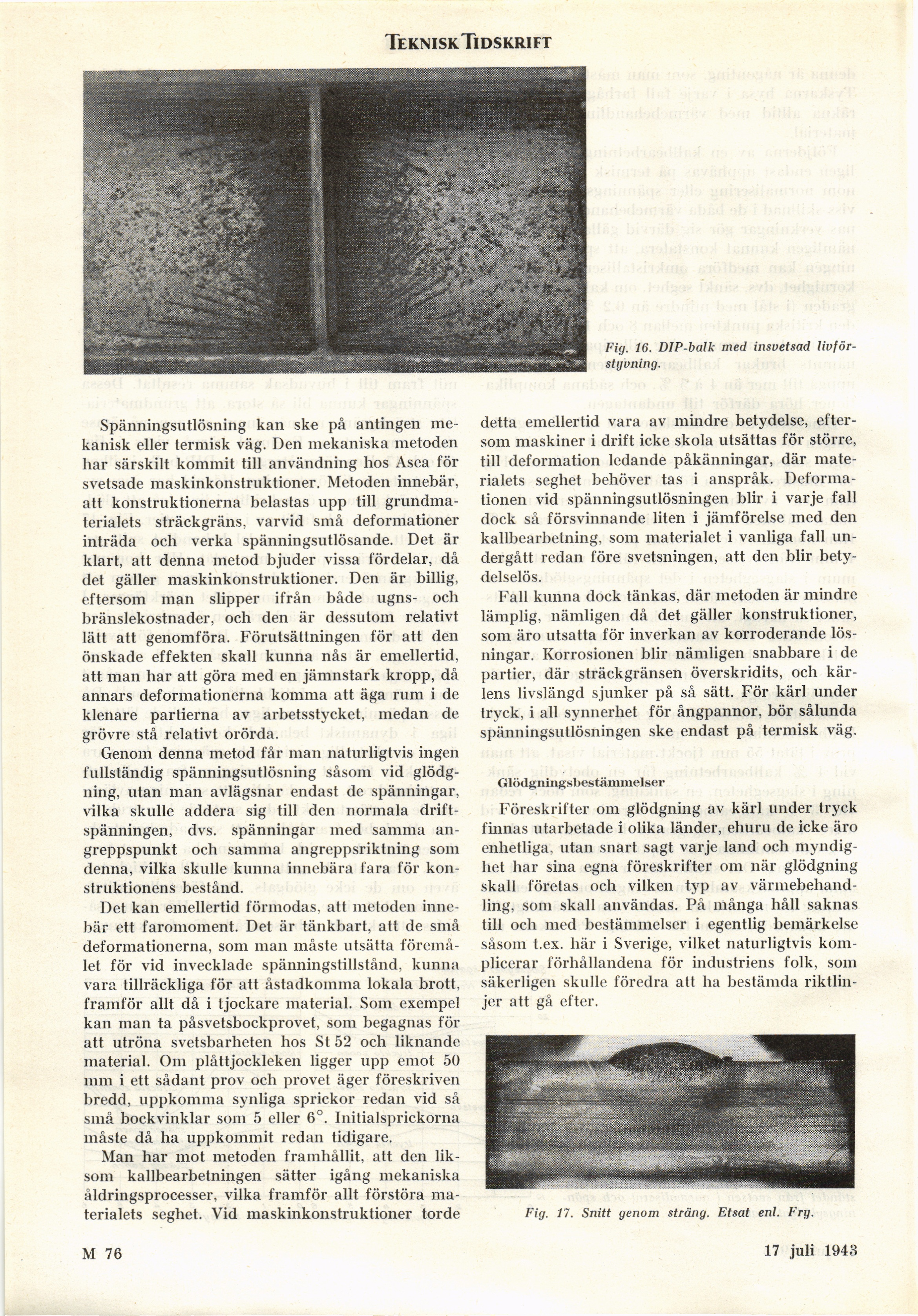
Fig. 16. DIP-balk med insvetsad
livför-styvning.
detta emellertid vara av mindre betydelse,
eftersom maskiner i drift icke skola utsättas för större,
till deformation ledande påkänningar, där
materialets seghet behöver tas i anspråk.
Deformationen vid spänningsutlösningen blir i varje fall
dock så försvinnande liten i jämförelse med den
kallbearbetning, som materialet i vanliga fall
undergått redan före svetsningen, att den blir
betydelselös.
Fall kunna dock tänkas, där metoden är mindre
lämplig, nämligen då det gäller konstruktioner,
som äro utsatta för inverkan av korroderande
lösningar. Korrosionen blir nämligen snabbare i de
partier, där sträckgränsen överskridits, och
kärlens livslängd sjunker på så sätt. För kärl under
tryck, i all synnerhet för ångpannor, bör sålunda
spänningsutlösningen ske endast på termisk väg.
Glödgningsbes tämmelser
Föreskrifter om glödgning av kärl under tryck
finnas utarbetade i olika länder, ehuru de icke äro
enhetliga, utan snart sagt varje land och
myndighet har sina egna föreskrifter om när glödgning
skall företas och vilken typ av
värmebehandling, som skall användas. På många håll saknas
till och med bestämmelser i egentlig bemärkelse
såsom t.ex. här i Sverige, vilket naturligtvis
komplicerar förhållandena för industriens folk, som
säkerligen skulle föredra att ha bestämda
riktlinjer att gå efter.
Fig. 11. Snitt genom sträng. Etsat enl. Fry.
M 76
16 okt. 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}