
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk. Tidskrift
Ur tillverkningssynpunkt får man dock den
nackdelen, att skruven ej kan ges exakt riktig
stigning, då utväxlingen för matningsskruven på
svarven eller fräsmaskinen ej kan innehålla n
som faktor. Kompletteras emellertid
modulnormen med en regel, som utsäger vilka faktorer
utväxlingen från tum- eller mm-stigning till
modulstigning skall innehålla, blir stigningen
densamma, oavsett om fräs eller skruv utföras i olika
maskiner eller ej.
Det gäller nu att för varje modul finna
lämpliga värden på delningsdiametern. Man kan
härvid tänka sig två metoder, den ena bestående
i att vissa måttangivna diametrar fastställas som
standard för varje modul och den andra gående
ut på att bilda en konstruktionsregel, som genom
sin tillämpning begränsar antalet möjliga
diametrar. Om det senare alternativet kan ges en
så enkel form, att den i viss utsträckning kan
göras till en minnesregel och tillämpningen
sålunda underlättas, bör detta alternativ vara att
föredra.
Ett förslag i denna riktning är att tänka sig
delningsdiametern uttryckt som produkten av ett
karakteristiskt tal och modulen, dvs.
do = Zi m (4)
där Zi förslagsvis kan benämnas "ideellt
kuggan-tal", vilket ej får förväxlas med antalet gängor,
som är skruvens "funktionella" kuggantal.
Vid alla dimensionsberäkningar kan härigenom
skruven liknas vid drevet i kuggväxeln. Sålunda
blir centrumavståndet
C = ~(z + z,-) m (5)
ytterdiametern d„— (z,- + 2) m (6)
osv.
Om man utan att märkbart inkräkta på
funktionskraven kan föreskriva att z,- bör vara ett helt
tal, blir liknelsen ännu mera påtaglig, och man
får sålunda en enkel regel av ovan antytt slag.
Genom en på detta sätt utformad regel skulle
ytterligare några fördelar kunna vinnas:
centrumavståndet erhålles alltid i hela 111111 så
snart antingen (z + z,-) eller m innehåller
faktorn 2 och m är ett helt tal;
snäckskruvens stigningsvinkel y kan uttryckas
på ett enkelt och direkt fattbart sätt.
Man har nämligen
:idB jimzi ~ zi * ^
där i — antalet gängor.
Med andra ord ger z; indirekt ett begrepp 0111
skruvens stigningsvinkel, och man kan för olika
gängantal fixera vissa värden på z,-, som ge god
resp. dålig verkningsgrad vid givna
friktionsför-förhållanden. Sålunda anger exempelvis zi = 10
vid engängad skruv den normala gränsen tgy=
= 0,1 för självhämmande skruv vid dålig
smörjning. Med en sådan siffra i minnet förenklas
fastställandet av skruvens dimensioner betydligt.
Genom att begränsa delningsystemen till ett och
härför välja modulsystemet samt genom att
införa begreppet ideellt kuggantal för skruven och
uttrycka detta i hela tal, vinner man sålunda, att
antalet utföringsformer på snäckskruven bör
kunna inskränkas avsevärt. En ytterligare
minskning av antalet varianter kan slutligen ske, om ett
begränsat antal värden på det ideella kuggantalet
fastställas. Innan något försök i denna riktning
göres, skall dock de vid det svenska företaget
förefintliga verktygen närmare studeras.
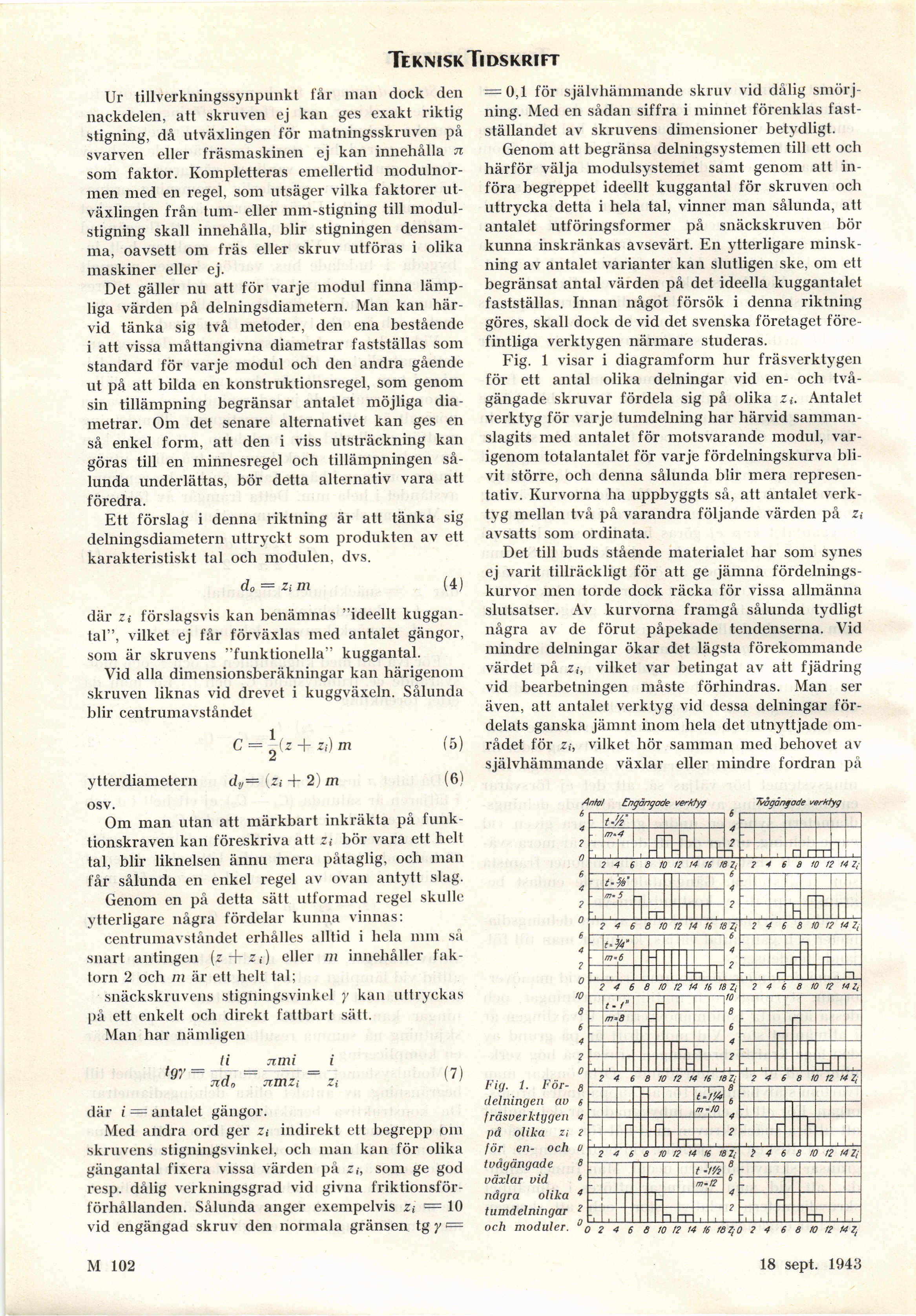
Fig. 1 visar i diagramform hur fräsverktygen
för ett antal olika delningar vid en- och
två-gängade skruvar fördela sig på olika z,-. Antalet
verktyg för varje tumdelning har härvid
samman-slagits med antalet för motsvarande modul,
varigenom totalantalet för varje fördelningskurva
blivit större, och denna sålunda blir mera
representativ. Kurvorna ha uppbyggts så, att antalet
verktyg mellan två på varandra följande värden på
z,-avsatts som ordinata.
Det till buds stående materialet har som synes
ej varit tillräckligt för att ge jämna
fördelningskurvor men torde dock räcka för vissa allmänna
slutsatser. Av kurvorna framgå sålunda tydligt
några av de förut påpekade tendenserna. Vid
mindre delningar ökar det lägsta förekommande
värdet på z,-, vilket var betingat av att fjädring
vid bearbetningen måste förhindras. Man ser
även, att antalet verktyg vid dessa delningar
fördelats ganska jämnt inom hela det utnyttjade
området för Zi, vilket hör samman med behovet av
självhämmande växlar eller mindre fordran på
Fig. 1.
Fördelningen av
fräsverktygen
på olika zi
för en- och
tvägängade
växlar vid
några olika
tumdelningar
och moduler.
M 102
18 sept. 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}