
Full resolution (JPEG)
- On this page / på denna sida
- En elektriskt driven kapsåg för järn och metall
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
En elektriskt driven
KAPSÅG
för järn och metall
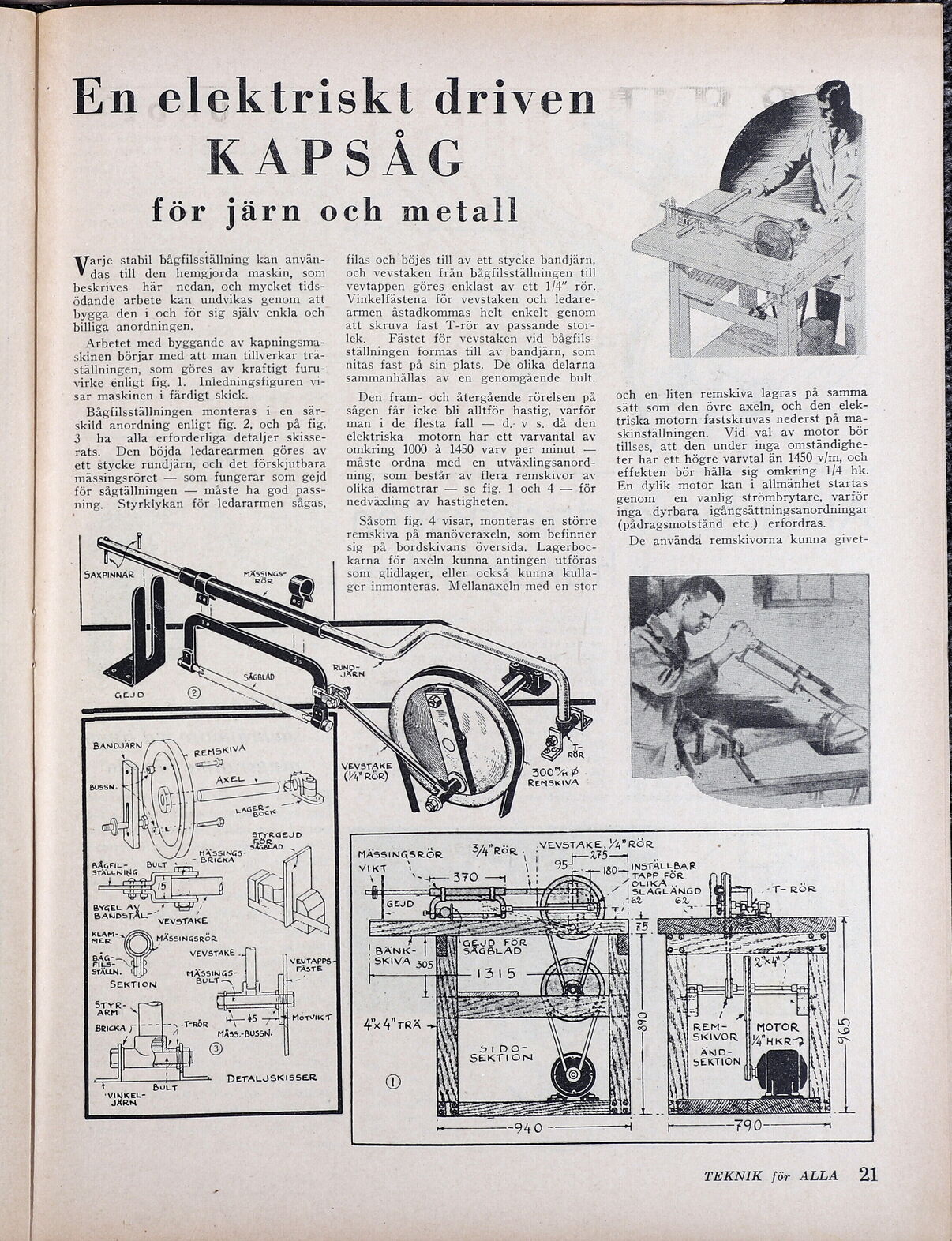
Verne stabil bågfilsställning kan använ-
das till den hemgjorda maskin, som
beskrives här nedan, och mycket tids-
ödande arbete kan undvikas genom att
bygga den i och för sig själv enkla och
billiga anordningen.
Arbetet med byggande av kapningsma-
skinen börjar med att man tillverkar trä-
ställningen, som göres av kraftigt furu-
virke enligt fig. 1. Iniedningsfiguren vi-
sar maskinen i färdigt skick.
Bågfilsställningen monteras i en sär-
skild anordning enligt fig. 2, och på fig.
3 ha alla erforderliga detaljer skisse-
rats. Den böjda ledarearmen göres av
ett stycke rundjärn, och det förskjutbara
mässingsröret — som fungerar som gejd
för sågtällningen — måste ha god pass-
ning. Styrklykan för ledararmen sågas,
BANDJÄRN
REMSKIVÅ
gr
LAGEB EK
FREE
3 BLAD
MA SSINGS
FILE BULT « BRICKA
STÄLLNING
filas och böjes till av ett stycke bandjärn,
och vevstaken från bågfilsställningen till
vevtappen göres enklast av ett 1/4” rör
Vinkelfästena för vevstaken och ledare-
armen åstadkommas helt enkelt genom
att skruva fast T-rör av passande stor-
lek. Fästet för vevstaken vid bågfils-
ställningen formas till av bandjärn, som
nitas fast på sin plats. De olika delarna
sammanhållas av en genomgående bult.
Den fram- och återgående rörelsen på
sågen får icke bli alltför hastig, varför
man i de flesta fall — d.- v s. då den
elektriska motorn har ett varvantal av
omkring 1000 å 1450 varv per minut —
måste ordna med en utväxlingsanord-
ning, som består av flera remskivor av
olika diametrar — se fig. 1 och 4 — för
nedväxling av hastigheten.
Såsom fig. 4 visar, monteras en större
remskiva på manöveraxeln, som befinner
sig på bordskivans översida. Lagerboc-
karna för axeln kunna antingen utföras
som glidlager, eller också kunna kulla-
ger inmonteras. Mellanaxeln med en stor
BYGEL JÅ
ONA ERE "VEVSTAKE
at MÄSSINGSRÖR
Å VEVSTAKE -
ENSE VEVTAPPS
T N TE
STÄLLN. MÄSSINGS-
SEKTION FIT RR
FRUS
MOTVIKT
BRICKA J- -==- TD -T-RÖR 6 :
/ g MÄ3S.-BUSSN.
= Ö
4 Zz I = DETALJSKISSER
ULT
"VINKEL-
JÄRN
VEVSTAKE
VII DÅ 3007 6
(AMROR) REMSKIVA
och en liten remskiva lagras på samma
sätt som den övre axeln, och den elek-
triska motorn fastskruvas nederst på ma-
skinställningen. Vid val av motor bör
tillses, att den under inga omständighe-
ter har ett högre varvtal än 1450 v/m, och
effekten bör hålla sig omkring 1/4 hk.
En dylik motor kan i allmänhet startas
genom en vanlig strömbrytare, varför
inga dyrbara igångsättningsanordningar
(pådragsmotstånd etc.) erfordras.
De använda remskivorna kunna givet-
& ”oö .VEVSTAKE, V4” RÖR .
MÄSSINGSRÖR HA RÖRA i 0 3
VIKT AI Ii 2950 [80-—!NSTALLBAR
S 3 7 370 MV pr 35 - TAPP FÖR
PY" TRÄ
O
890
765
IVAN
IN YR bo
- ÖR
TEKNIK för ALLA 21
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Nov 12 02:02:09 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tfa/1943-23/0021.html


{kind=link}