
Full resolution (JPEG)
- On this page / på denna sida
- TfA:s yrkeskurser: Borrning, av Olle Ekberg

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
BORRNING
Borrverktyg.
piralborren (fig. 115), som är det van-
ligaste borrverktyget för borrning av
hål med mindre diametrar än 100 mm,
är försedd med två högergående spiral-
spår a, varigenom
de vid 'borrspetsen
bortskurna spånen
tvingas upp ur hå-
let vid verkty-
gets högerrotation.
Borrkroppen göres
vanligen med släpp-
ning upp mot fäs-
tet för att undvika
att styrkanterna b
slitsas ovanför skä-
ren vid borrning i
djupa hål. Diame-
terminskningen upp
mot fästet är van-
ligen omkring 0,1
mm per 100 mm:s
längd. Borrens kär-
na göres däremot
grövre mot fästet
för att minska Fig. 115. Spiralborr.
verktygets <benä-
genhet för böjning och vridning vid
större matningstryck.
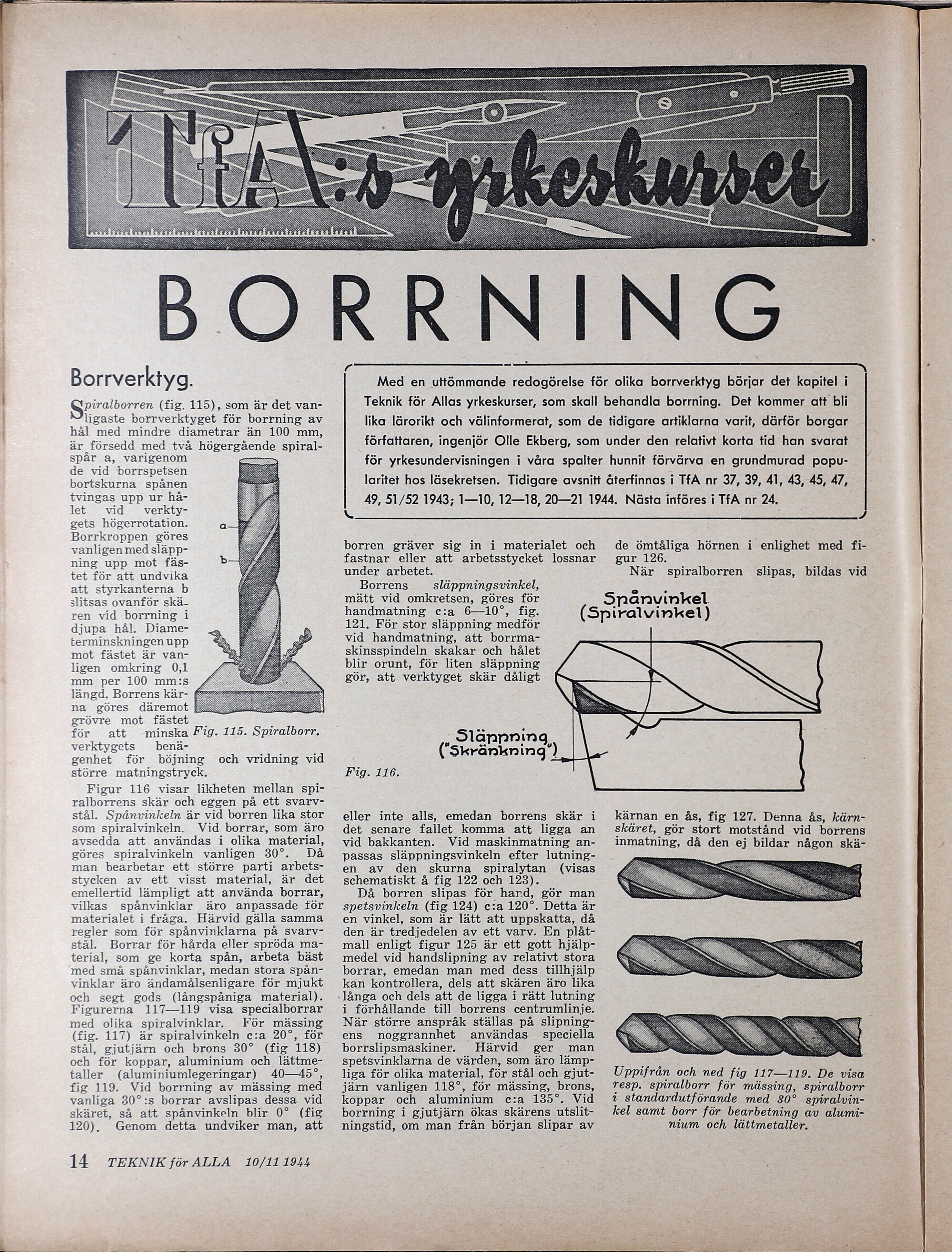
Figur 116 visar likheten mellan spi-
ralborrens skär och eggen på ett svarv-
stål. Spånvinkeln är vid borren lika stor
som spiralvinkeln. Vid borrar, som äro
avsedda att användas i olika material,
göres spiralvinkeln vanligen 30”. Då
man bearbetar ett större parti arbets-
stycken av ett visst material, är det
emellertid lämpligt att använda borrar,
vilkas spånvinklar äro anpassade för
materialet i fråga. Härvid gälla samma
regler som för spånvinklarna på svarv-
stål. Borrar för hårda eller spröda ma-
terial, som ge korta spån, arbeta bäst
med små spånvinklar, medan stora spån-
vinklar äro ändamålsenligare för mjukt
och segt gods (långspåniga material).
Figurerna 117—119 visa specialborrar
med olika spiralvinklar. För mässing
(fig. 117) är spiralvinkeln c:a 20”, för
stål, gjutjärn och brons 30?” (fig 118)
och för koppar, aluminium och lättme-
taller (aluminiumlegeringar) 40—45”,
fig 119. Vid borrning av mässing med
vanliga 30?:s borrar avslipas dessa vid
skäret, så att spånvinkeln blir 0” (fig
120). Genom detta undviker man, att
14 TEKNIK för ALLA 10/111944
-r
NV
Med en uttömmande redogörelse för olika borrverktyg börjar det kapitel i
Teknik för Allas yrkeskurser, som skall behandla borrning. Det kommer att bli
lika lärorikt och välinformerat, som de tidigare artiklarna varit, därför borgar
författaren, ingenjör Olle Ekberg, som under den relativt korta tid han svarat
för yrkesundervisningen i våra spalter hunnit förvärva en grundmurad popu-
laritet hos läsekretsen. Tidigare avsnitt återfinnas i TFA nr 37, 39, 41, 43, 45, 47,
49, 51/52 1943; 1—10, 12—18, 20—21 1944. Nästa införes i TFA nr 24,
N
SJ
borren gräver sig in i materialet och
fastnar eller att arbetsstycket lossnar
under arbetet.
de ömtåliga hörnen i enlighet med fi-
gur 126.
När spiralborren slipas, bildas vid
Borrens släppningsvinkel, Zz å
mätt vid omkretsen, göres för Snanvinkel
handmatning c:a 6—10”, fig. (Spiralvinkel)
121. För stor släppning medför
vid handmatning, att borrma-
skinsspindeln skakar och hålet
blir orunt, för liten släppning
gör, att verktyget skär dåligt
Slänpnpnin
(SKrarknicg I)
Fig. 116.
eller inte alls, emedan borrens skär i
det senare fallet komma att ligga an
vid bakkanten. Vid maskinmatning an-
passas släppningsvinkeln efter lutning-
en av den skurna spiralytan (visas
schematiskt å fig 122 och 123).
Då borren slipas för hard, gör man
spetsvinkeln (fig 124) c:a 120”. Detta är
en vinkel, som är lätt att uppskatta, då
den är tredjedelen av ett varv. En plåt-
mall enligt figur 125 är ett gott hjälp-
medel vid handslipning av relativt stora
borrar, emedan man med dess tillhjälp
kan kontrollera, dels att skären äro lika
långa och dels att de ligga i rätt lutning
i förhållande till borrens centrumlinje.
När större anspråk ställas på slipning-
ens noggrannhet användas speciella
borrslipsmaskiner. Härvid ger man
spetsvinklarna de värden, som äro lämp-
liga för olika material, för stål och gjut-
järn vanligen 118”, för mässing, brons,
koppar och aluminium c:a 1385”. Vid
borrning i gjutjärn ökas skärens utslit-
ningstid, om man från början slipar av
kärnan en ås, fig 127. Denna ås, kärn-
skäret, gör stort motstånd vid borrens
inmatning, då den ej bildar någon skä-
Uppifrån och ned fig 117—119. De visa
resp. spiralborr för mässing, spiralborr
i standardutförande med 30? spiralvin-
kel samt borr för bearbetning av alumi-
| nium och lättmetaller.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Nov 12 02:06:29 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tfa/1944-23/0014.html


{kind=link}