
Full resolution (JPEG) - On this page / på denna sida - Gjord ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1275
Gjutning
1276
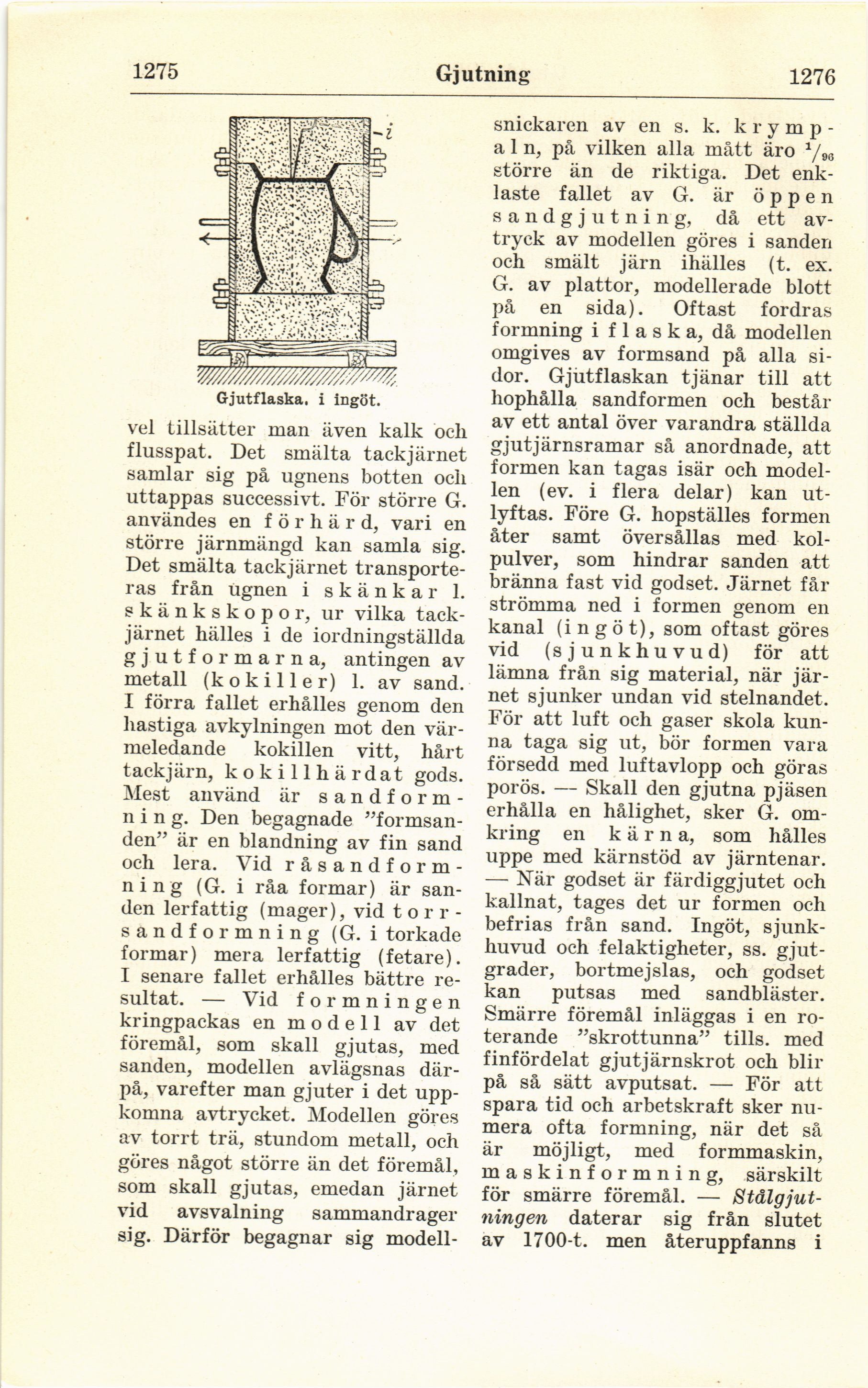
Gjutflaska. i ingöt.
vel tillsätter man även kalk och
flusspat. Det smälta tackjärnet
samlar sig på ugnens botten och
uttappas successivt. För större G.
användes en förhärd, vari en
större järnmängd kan samla sig.
Det smälta tackjärnet
transporteras från ugnen i skänkar 1.
skänkskopor, ur vilka
tackjärnet hälles i de iordningställda
gjutformarna, antingen av
metall (kokiller) 1. av sand.
I förra fallet erhålles genom den
hastiga avkylningen mot den
värmeledande kokillen vitt, hårt
tackjärn, kokillhärdat gods.
Mest använd är
sandformning. Den begagnade
”formsanden” är en blandning av fin sand
och lera. Vid
råsandform-n i n g (G. i råa formar) är
sanden lerfattig (mager), vid
torr-sandformning (G. i torkade
formar) mera lerfattig (fetare).
I senare fallet erhålles bättre
resultat. — Vid formningen
kringpackas en modell av det
föremål, som skall gjutas, med
sanden, modellen avlägsnas
därpå, varefter man gjuter i det
uppkomna avtrycket. Modellen göres
av torrt trä, stundom metall, och
göres något större än det föremål,
som skall gjutas, emedan järnet
vid avsvalning sammandrager
sig. Därför begagnar sig
modell
snickaren av en s. k.
krymp-a 1 n, på vilken alla mått äro 1/96
större än de riktiga. Det
enklaste fallet av G. är öppen
sandgjutning, då ett
avtryck av modellen göres i sanden
och smält järn ihälles (t. ex.
G. av plattor, modellerade blott
på en sida). Oftast fordras
formning i flaska, då modellen
omgives av formsand på alla
sidor. Gjutflaskan tjänar till att
hophålla sandformen och består
av ett antal över varandra ställda
gjut järnsramar så anordnade, att
formen kan tagas isär och
modellen (ev. i flera delar) kan
utlyftas. Före G. hopställes formen
åter samt översållas med
kolpulver, som hindrar sanden att
bränna fast vid godset. Järnet får
strömma ned i formen genom en
kanal (ingöt), som oftast göres
vid (sjunkhuvud) för att
lämna från sig material, när
järnet sjunker undan vid stelnandet.
För att luft och gaser skola
kunna taga sig ut, bör formen vara
försedd med luftavlopp och göras
porös. — Skall den gjutna pjäsen
erhålla en hålighet, sker G.
omkring en kärna, som hålles
uppe med kärnstöd av järntenar.
— När godset är färdiggjutet och
kallnat, tages det ur formen och
befrias från sand. Ingöt,
sjunkhuvud och felaktigheter, ss.
gjut-grader, bortmejslas, och godset
kan putsas med sandbläster.
Smärre föremål inläggas i en
roterande ”skrottunna” tills, med
finfördelat gjutjärnskrot och blir
på så sätt avputsat. — För att
spara tid och arbetskraft sker
numera ofta formning, när det så
är möjligt, med formmaskin,
maskinformning, särskilt
för smärre föremål. —
Stålgjut-ningen daterar sig från slutet
av 1700-t. men återuppfanns i
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}