
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
90
INDUSTRITID NIN G E N NORDEN 90
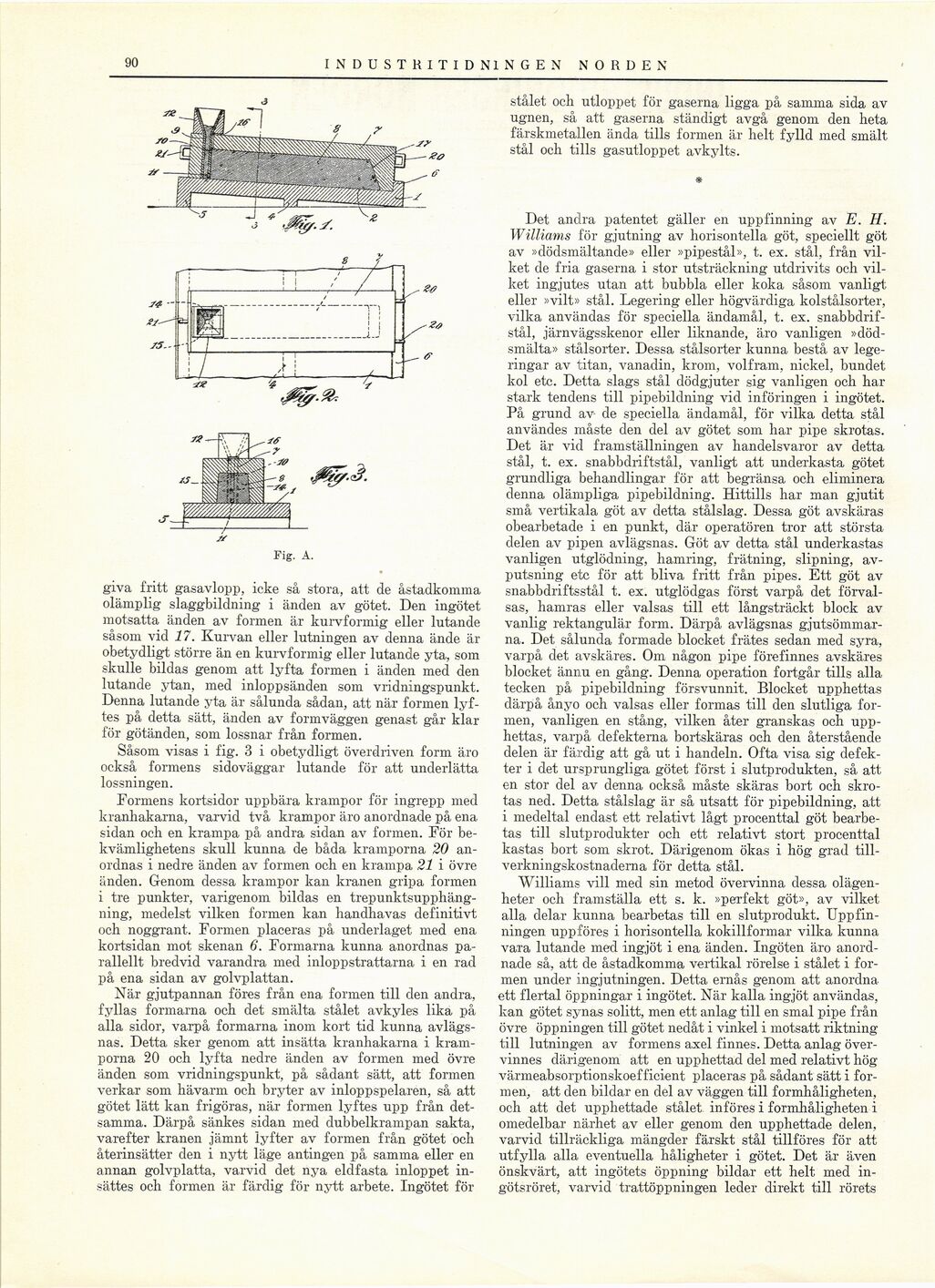
Fig. A.
giva fritt gasavlopp, icke så stora, att de åstadkomma
olämplig slaggbildning i änden av götet. Den ingötet
motsatta änden av formen är kurvformig eller lutande
såsom vid 17. Kurvan eller lutningen av denna ände är
obetydligt större än en kurvformig eller lutande yta, som
skulle bildas genom att lyfta formen i änden med den
lutande ytan, med inloppsänden som vridningspunkt.
Denna lutande yta är sålunda sådan, att när formen
lyftes på detta sätt, änden av formväggen genast går klar
för götänden, som lossnar från formen.
Såsom visas i fig. 3 i obetydligt överdriven form äro
också formens sidoväggar lutande för att underlätta
lossningen.
Formens kortsidor uppbära krampor för ingrepp med
kranhakarna, varvid två krampor äro anordnade på ena
sidan och en krampa på andra sidan av formen. För
bekvämlighetens skull kunna de båda kramporna 20
anordnas i nedre änden av formen och en krampa 21 i övre
änden. Genom dessa krampor kan kranen gripa formen
i tre punkter, varigenom bildas en
trepunktsupphäng-ning, medelst vilken formen kan handhavas definitivt
och noggrant. Formen placeras på underlaget med ena
kortsidan mot skenan 6. Formarna kunna anordnas
parallellt bredvid varandra med inloppstrattarna i en rad
på ena sidan av golvplattan.
När gjutpannan föres från ena formen till den andra,
fyllas formarna och det smälta stålet avkyles lika på
alla sidor, varpå formarna inom kort tid kunna
avlägsnas. Detta sker genom att insätta kranhakarna i
kramporna 20 och lyfta nedre änden av formen med övre
änden som vridningspunkt, på sådant sätt, att formen
verkar som hävarm och bryter av inloppspelaren, så att
götet lätt kan frigöras, när formen lyftes upp från
detsamma. Därpå sänkes sidan med dubbelkrampan sakta,
varefter kranen jämnt lyfter av formen från götet och
återinsätter den i nytt läge antingen på samma eller en
annan golvplatta, varvid det nya eldfasta inloppet
in-sättes och formen är färdig för nytt arbete. Ingötet för
stålet och utloppet för gaserna ligga på samma sida av
ugnen, så att gaserna ständigt avgå genom den heta
färskmetallen ända tills formen är helt fylld med smält
stål och tills gasutloppet avkylts.
Det andra patentet gäller en uppfinning av E. H.
Williams för gjutning av horisontella göt, speciellt göt
av »dödsmältande» eller »pipestål», t. ex. stål, från
vilket de fria gaserna i stor utsträckning utdrivits och
vilket ingjutes utan att bubbla eller koka såsom vanligt
eller »vilt» stål. Legering eller högvärdiga kolstålsorter,
vilka användas för speciella ändamål, t. ex.
snabbdrif-stål, järnvägsskenor eller liknande, äro vanligen
»dödsmälta» stålsorter. Dessa stålsorter kunna bestå av
legeringar av titan, vanadin, krom, volfram, nickel, bundet
kol etc. Detta slags stål dödgjuter sig vanligen och har
stark tenderns till pipebildning vid införingen i ingötet.
På grund av- de speciella ändamål, för vilka detta stål
användes måste den del av götet som har pipe skrotas.
Det är vid framställningen av handelsvaror av detta
stål, t. ex. snabbdriftstål, vanligt att underkasta götet
grundliga behandlingar för att begränsa och eliminera
denna olämpliga pipebildning. Hittills har man gjutit
små vertikala göt av detta stålslag. Dessa göt avskäras
obearbetade i en punkt, där operatören tror att största
delen av pipen avlägsnas. Göt av detta stål underkastas
vanligen utglödning, hamring, frätning, slipning,
av-putsning etc för att bliva fritt från pipes. Ett göt av
snabbdriftsstål t. ex. utglödgas först varpå det
förvalsas, hamras eller valsas till ett långsträckt block av
vanlig rektangulär form. Därpå avlägsnas
gjutsömmar-na. Det sålunda formade blocket frätes sedan med syra,
varpå det avskäres. Om någon pipe förefinnes avskäres
blocket ännu en gång. Denna operation fortgår tills alla
tecken på pipebildning försvunnit. Blocket upphettas
därpå ånyo och valsas eller formas till den slutliga
formen, vanligen en stång, vilken åter granskas och
upphettas, varpå defekterna bortskäras och den återstående
delen är färdig att gå ut i handeln. Ofta visa sig
defekter i det ursprungliga götet först i slutprodukten, så att
en stor del av denna också måste skäras bort och
skrotas ned. Detta stålslag är så utsatt för pipebildning, att
i medeltal endast ett relativt lågt procenttal göt
bearbetas till slutprodukter och ett relativt stort procenttal
kastas bort som skrot. Därigenom ökas i hög grad
tillverkningskostnaderna för detta stål.
Williams vill med sin metod övervinna dessa
olägenheter och framställa ett s. k. »perfekt göt», av vilket
alla delar kunna bearbetas till en slutprodukt.
Uppfinningen uppföres i horisontella kokillformar vilka kunna
vara lutande med ingjöt i ena änden. Ingöten äro
anordnade så, att de åstadkomma vertikal rörelse i stålet i
formen under ingjutningen. Detta ernås genom att anordna,
ett flertal öppningar i ingötet. När kalla ingjöt användas,
kan götet synas solitt, men ett anlag till en smal pipe från
övre öppningen till götet nedåt i vinkel i motsatt riktning
till lutningen av formens axel finnes. Detta anlag
övervinnes därigenom att en upphettad del med relativt hög
värmeabsorptionskoefficient placeras på sådant sätt i
formen, att den bildar en del av väggen till formhåligheten,
och att det upphettade stålet- införes i formhåligheten i
omedelbar närhet av eller genom den upphettade delen,
varvid tillräckliga mängder färskt stål tillföres för att
utfylla alla eventuella håligheter i götet. Det är även
önskvärt, att ingötets öppning bildar ett helt med
in-götsröret, varvid trattöppningen leder direkt till rörets
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}