
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
INDUSTRITID NINGEN*! NORDEN
115
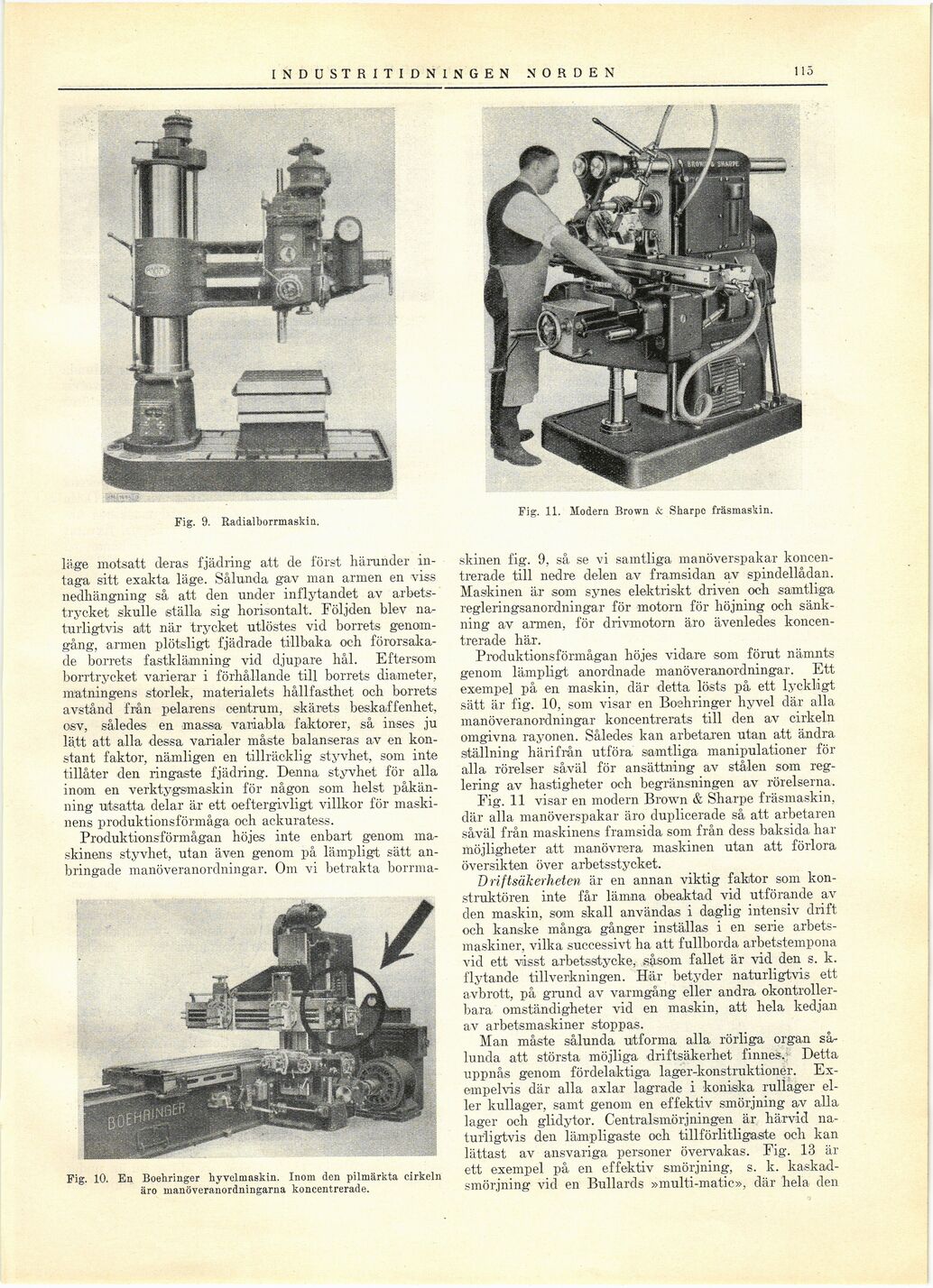
Fig. 9. Radialborrmaskin.
läge motsatt deras fjädring att de först härunder
intaga sitt exakta läge. Sålunda gav man armen en viss
nedhängning så att den under inflytandet av
arbetstrycket skulle ställa sig horisontalt. Följden blev
naturligtvis att när trycket utlöstes vid borrets
genomgång, armen plötsligt fjädrade tillbaka och
förorsakade borrets fastklämning vid djupare hål. Eftersom
borrtrycket varierar i förhållande till borrets diameter,
matningens storlek, materialets hållfasthet och borrets
avstånd från pelarens centrum, skärets beskaffenhet,
osv, således en massa variabla faktorer, så inses ju
lätt att alla dessa varialer måste balanseras av en
konstant faktor, nämligen en tillräcklig styvhet, som inte
tillåter den ringaste fjädring. Denna styvhet för alla
inom en verktygsmaskin för någon som helst
påkänning utsatta delar är ett oeftergivligt villkor för
maskinens produktionsförmåga och ackuratess.
Produktionsförmågan höjes inte enbart genom
maskinens styvhet, utan även genom på lämpligt sätt
anbringade manöveranordningar. Om vi betrakta borrma-
Fig. 10. En Boehringer hyvelmaskin. Inom den pilmärkta cirkeln
äro manöveranordningarna koncentrerade.
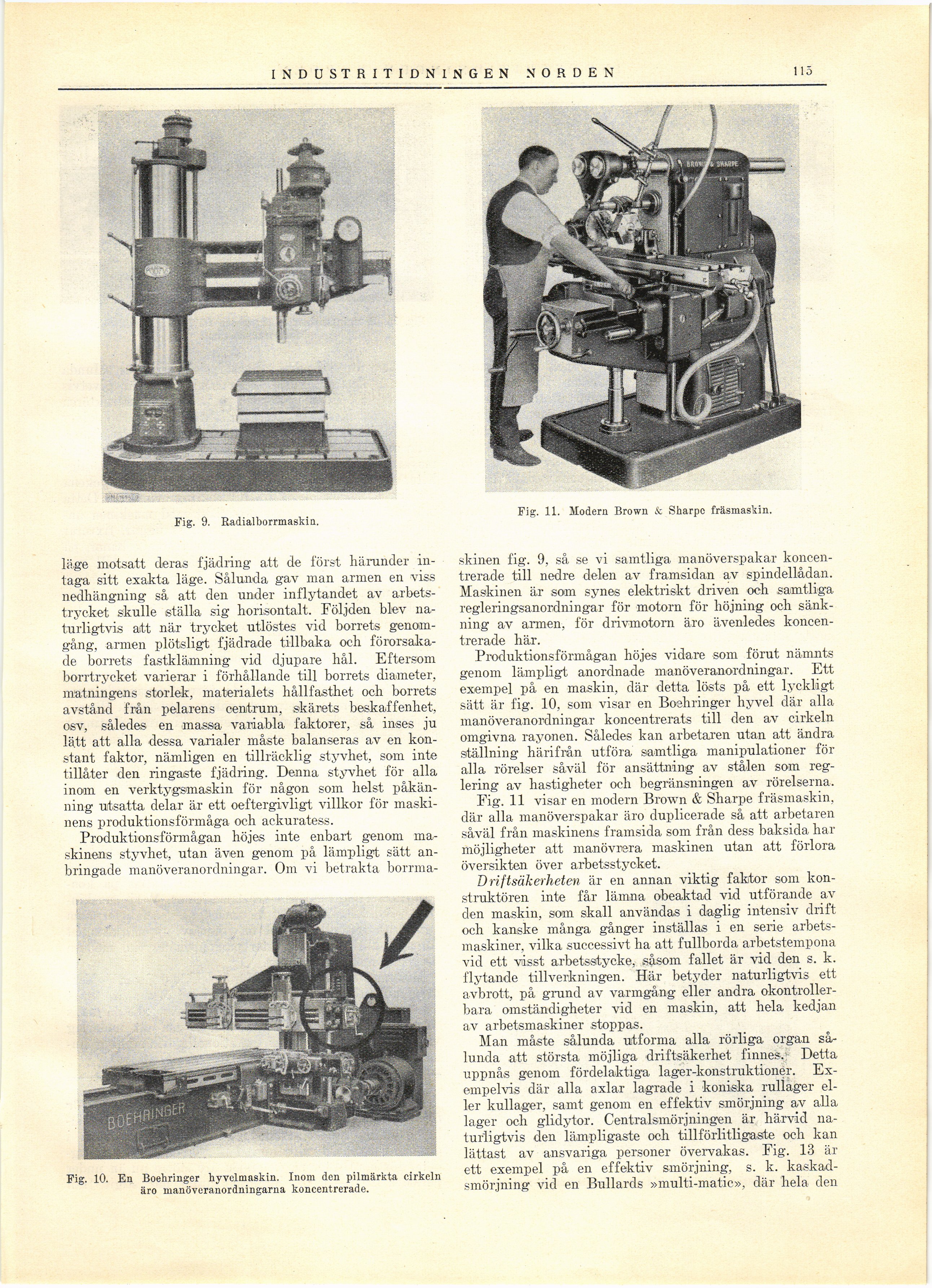
Fig. 11. Modern Brown & Sharpo fräsmaskin.
skinen fig. 9, så se vi samtliga manöverspakar
koncentrerade till nedre delen av framsidan av spindellådan.
Maskinen är som synes elektriskt driven och samtliga
regleringsanordningar för motorn för höjning och
sänkning av armen, för drivmotorn äro ävenledes
koncentrerade här.
Produktionsförmågan höjes vidare som förut nämnts
genom lämpligt anordnade manöveranordningar. Ett
exempel på en maskin, där detta lösts på ett lyckligt
sätt är fig. 10, som visar en Boehringer hyvel där alla
manöveranordningar koncentrerats till den av cirkeln
omgivna rayonen. Således kan arbetaren utan att ändra
ställning härifrån utföra samtliga manipulationer för
alla rörelser såväl för ansättning av stålen som
reglering av hastigheter och begränsningen av rörelserna.
Fig. 11 visar en modern Brown & Sharpe fräsmaskin,
där alla manöverspakar äro duplicerade så att arbetaren
såväl från maskinens framsida som från dess baksida har
möjligheter att manövrera maskinen utan att förlora
översikten över arbetsstycket.
Driftsäkerheten är en annan viktig faktor som
konstruktören inte får lämna obeaktad vid utförande av
den maskin, som skall användas i daglig intensiv drift
och kanske många gånger inställas i en serie
arbetsmaskiner, vilka successivt ha att fullborda arbetstempona
vid ett visst arbetsstycke, såsom fallet är vid den s. k.
flytande tillverkningen. Här betyder naturligtvis ett
avbrott, på grand av varmgång eller andra
okontrollerbara omständigheter vid en maskin, att hela kedjan
av arbetsmaskiner stoppas.
Man måste sålunda utforma alla rörliga organ
sålunda att största möjliga driftsäkerhet finnes. Detta
uppnås genom fördelaktiga lager-konstruktioner.
Exempelvis där alla axlar lagrade i koniska rullager
eller kullager, samt genom en effektiv smörjning av alla
lager och glidytor. Centralsmörjningen är härvid
naturligtvis den lämpligaste och tillförlitligaste och kan
lättast av ansvariga personer övervakas. Fig. 13 är
ett exempel på en effektiv smörjning, s. k.
kaskad-smörjning vid en Bullards »multi-matic», där hela den
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}