
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Slipning (skärpning) av spiralborrar - Brotchning (rivning)
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
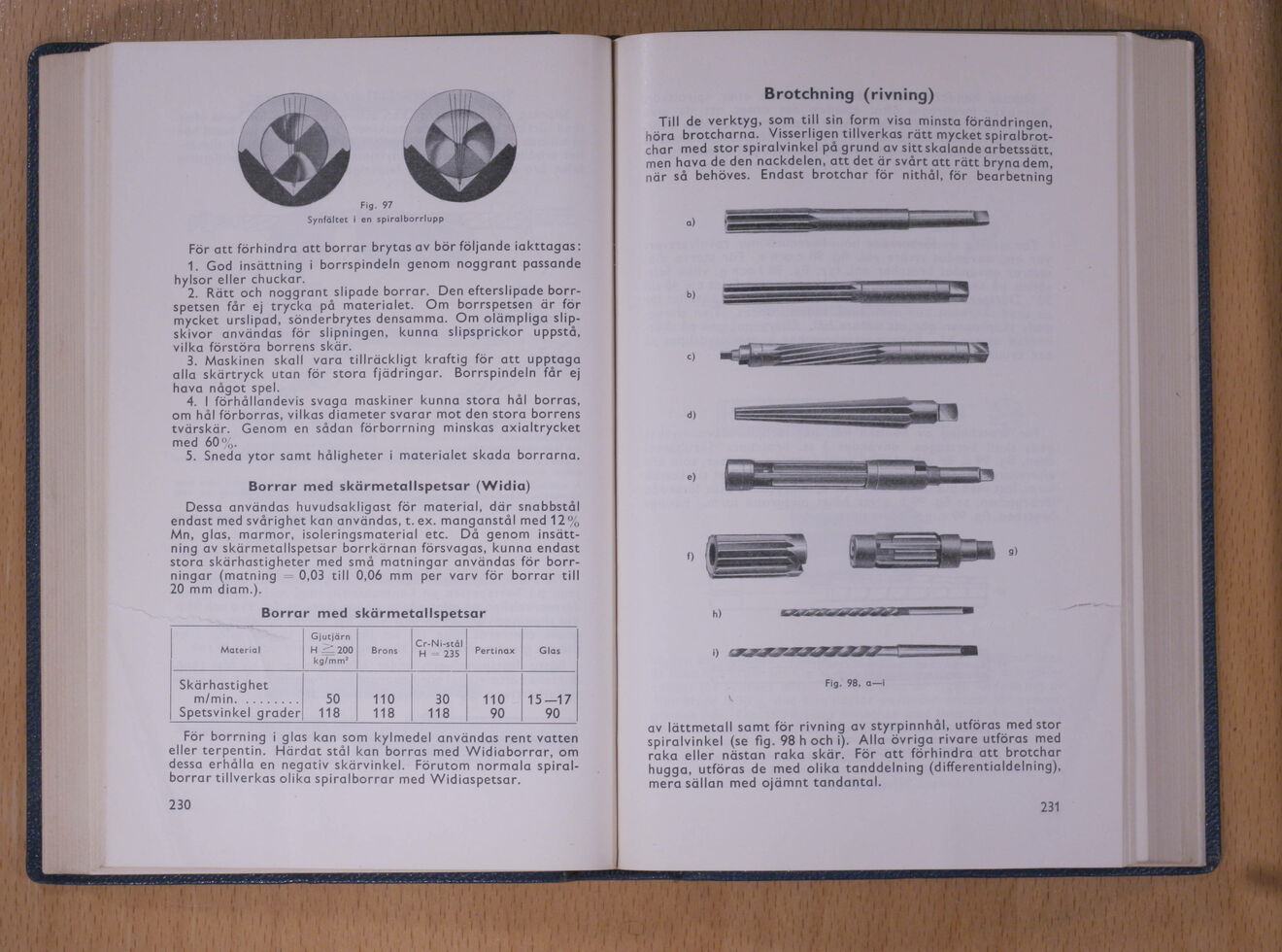
97
Synfältet i en spiralbarrlupp
För att förhindra att borrar brytas av bör följande iakttagas:
1. God insättning i borrspindeln genom noggrant passande
hylsor eller chuckar.
2. Rätt och noggrant slipade borrar. Den efterslipade
borrspetsen får ej trycka på materialet. Om borrspetsen är för
mycket urslipad, sönderbrytes densamma. Om olämpliga
slipskivor användas för slipningen, kunna slipsprickor uppstå,
vilka förstöra borrens skär.
3. Maskinen skall vara tillräckligt kraftig för att upptaga
alla skärtryck utan för stora fjädringar. Borrspindeln får ej
hava något spel.
4. I förhållandevis svaga maskiner kunna stora hål borras,
om hål förborras, vilkas diameter svarar mot den stora borrens
tvärskär. Genom en sådan förborrning minskas axialtrycket
med 60",,.
5. Sneda ytor samt håligheter i materialet skada borrarna.
Borrar med skärmetallspetsar (Widia)
Dessa användas huvudsakligast för material, där snabbstål
endast med svårighet kan användas, t. ex. manganstål med 12°,,
Mn, glas, marmor, isoleringsmaterial etc. Då genom
insättning av skärmetallspetsar borrkärnan försvagas, kunna endast
stora skärhastigheter med små matningar användas för
borrningar (matning 0,03 till 0,06 mm per varv för borrar till
20 mm diam.).
Borrar med skärmetallspetsar
i
Gjutjärn
/"" K I I
Material H 200 Brons j_ 235 Pertinax Glas
!’ g / m m’’
i Skärhastighet ’i
i m/mm.........! 50 110 ’ 30 ! 110 15—17 !
Spetsvinkel grader 118 118 118 ! 90 90 j
För borrning i glas kan som kylmedel användas rent vatten
eller terpentin. Härdat stål kan borras med Widiaborrar, om
dessa erhålla en negativ skärvinkel. Förutom normala
spiralborrar tillverkas olika spiralborrar med Widiaspetsar.
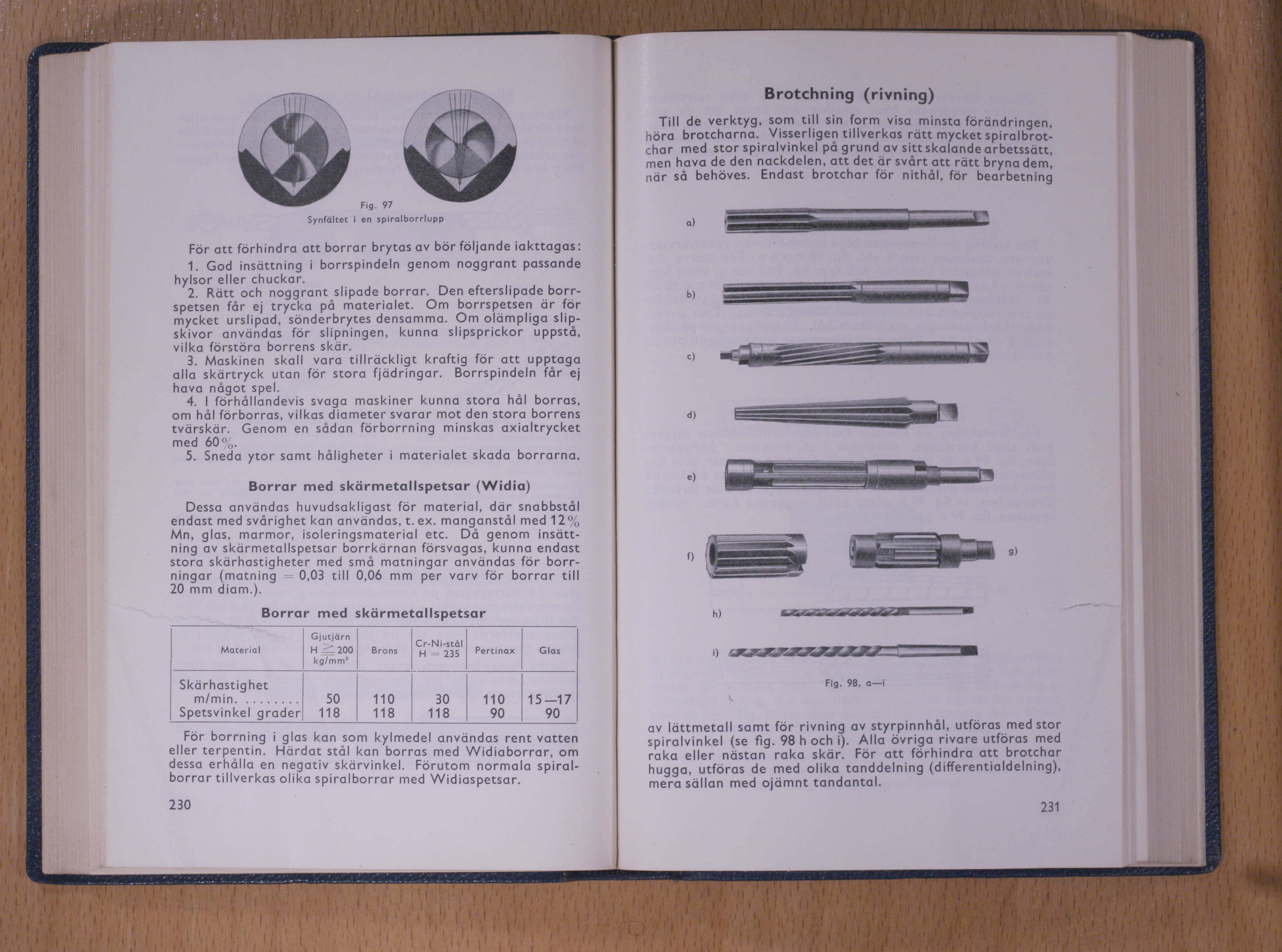
Brotchning (rivning)
Till de verktyg, som till sin form visa minsta förändringen,
nöra brotcharna. Visserligen tillverkas rätt mycket spiralbrot-
char med stor spiralvinkel på grund av sittskalandearbetssätt,
men hava de den nackdelen, att det är svårt att rätt bryna dem,
när så behöves. Endast brotchar för nithål, för bearbetnina
Fig. 98, a—i
av lättmetall samt för rivning av styrpinnhål, utföras med stor
spiralvinkel (se fig. 98 h och i). Alla övriga rivare utföras med
raka eller nästan raka skär. För att förhindra att brotchar
hugga, utföras de med olika tanddelning (differentialdelning),
mera sällan med ojämnt tandantal.
231
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}