
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Gängskärning - Framställning av gängor
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
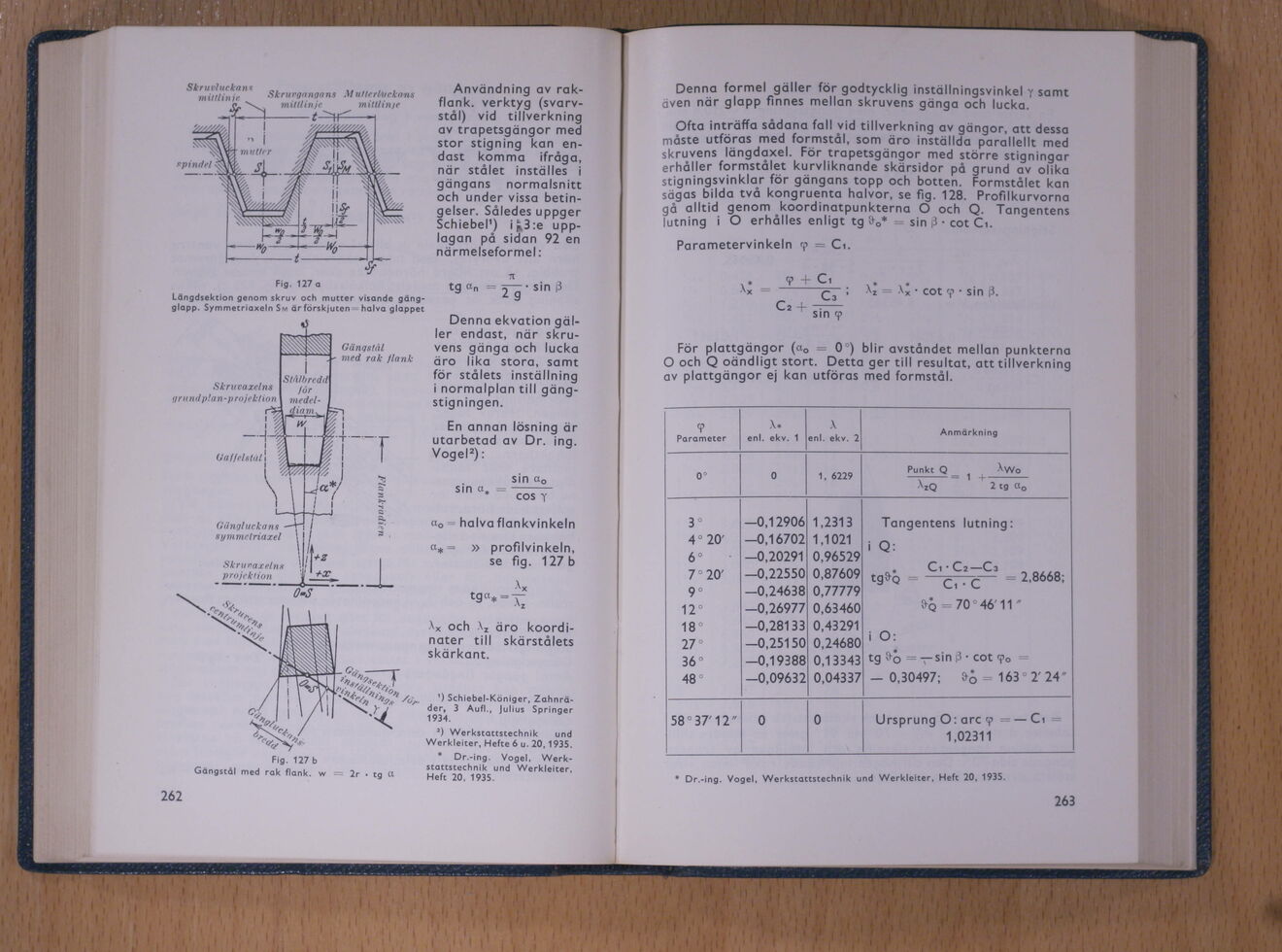
Fig. 127 a
Längdsektion genom skruv och mutter visande
gäng-glapp. Symmetriaxeln Sm är förskjuten halva glappet
Användning av
rakflank, verktyg
(svarvstål) vid tillverkning
av trapetsgängor med
stor stigning kan
endast komma ifråga,
när stålet inställes i
gäng ans normalsnitt
och under vissa
betingelser. Således uppger
Schiebel1) i ^3 :e
upplagan på sidan 92 en
närmelseformel:
Denna ekvation
gäller endast, när
skruvens gänga och lucka
äro lika stora, samt
för stålets inställning
i normalplan till
gängstigningen.
En annan lösning är
utarbetad av Dr. ing.
Vogel2):
a0 halvaflankvinkeln
"* ^ » profilvinkeln,
se fig. 127 b
^x och \z äro koordi-
nater till skärstålets
skärkant.
’) Schiebel-Koniger,
Zahnrä-der, 3 Au fl., Julius Springer
1934,
-) Werkstatcstechnik und
Werkleiter, Hefte 6 u^ 20, 1935.
Dr.-ing, Vogel t
Werkstatcstechnik und Werkleiter
Heft 20, 1935.
Denna formel gäller för godtycklig inställningsvinkel y samt
jven när glapp finnes mellan skruvens gänga och lucka.
Ofta inträffa sådana fall vid tillverkning av gängor, att dessa
måste utföras med formstål, som äro inställda parallellt med
skruvens längdaxel. För trapetsgängor med större stigningar
erhåller formstålet kurvliknande skärsidor på grund av olika
stigningsvinklar för gängans topp och botten. Formstålet kan
sägas bilda två kongruenta halvor, se fig. 128. Profilkurvorna
gå alltid genom koordinatpunkterna O och Q. Tangentens
jtning i O erhålles enligt tg fr0* _, sin \i • cot O.
Parametervinkeln v = Cl
För plattgängor (a0 = 0 ) blir avståndet mellan punkterna
O och Q oändligt stort. Detta ger till resultat, att tillverkning
av plattgängor ej kan utföras med formstål.
?
; Parameter
i
A*
enl. ekv. 1
A
enl. ekv. 2
Anmärkning
1
fa
0
0
1, 6229
Punkt Q m Vo
VzQ ’ 2 tg ci0
3
-0,12906
1,2313
Tangentens lutning:
4 : 20’
6-
7 20’
-0,16702
0,20291
-0,22550
1,1021
0,96529
0,87609
i Q:
* Cl * C 2–-C 3
tg&Q c m c - 2,8668;
t» q 70 46’11 "
9 12
0,24638 -0,26977
0,77779
0,63460
18 27 36
-0,28133
—0,25150
0,19388
0,43291
0,24680 0,13343
i O:
tg >’ö - —sin ,:> • cot ?0
48
-0,09632
0,04337
— 0,30497; C+o 163 2’24"
58 37’ 12"
0
0
Ursprung O: are v — Ci
1,02311
D
r.-tng. Vogel, Werkstatcstechnik und Werkleiter, Heft 20, 1935.
Hg. 127 b
Gangstal med rak flank, w 2r tg a
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}