
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Gängskärning - Gängfräsning - Annonser - Gängmaskiner och gängverktyg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Gängfräsning
Inom maskinindustrien, där serietillverkning förekommer i
stor utsträckning, eller i de fall, där grova gängor skola
tillverkas, är fräsning av gängorna den billigaste
tillverkningsmetoden. Vid fräsning med skivfrasar avviker den frästa
gängans profil från den teoretiska profilen, på grund av frasens
snedställning. Denna avvikelse blir större för fräsar med stor
diameter. Samma blir förhållandet, om gängstigningen eller
gängdjupet ökas under eljest lika förhållanden. Även
gängans flankvinklar förändras; därför är fräsning den mest
ofördelaktiga bearbetnings metod en för plattgäng or.
Flankvinkeln skall, om möjligt, ej vara mindre än 10 ; då bli även
formfelen så små att de sakna praktisk betydelse.
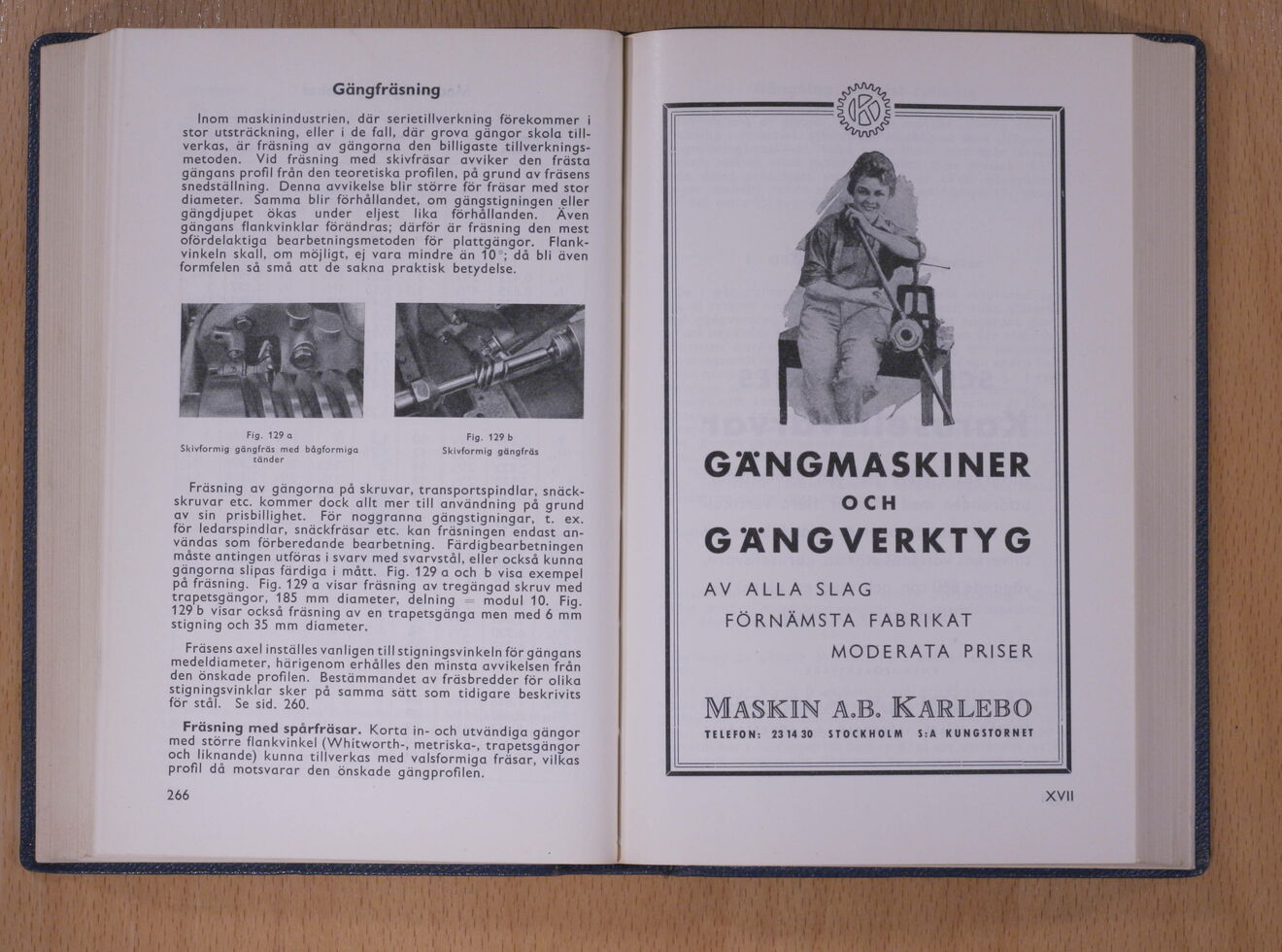
Fig. 129 a
Skivformig gängfräs med bågformiga
cänder
Fig. 129 b
Skivformig gängfräs
Fräsning av gängorna på skruvar, transportspindlar,
snäck-skruvar etc. kommer dock allt mer till användning på grund
av sin prisbillighet. För noggranna gängstigningar, t. ex.
för ledarspindlar, snäckfräsar etc. kan fräsningen endast
användas som förberedande bearbetning. Färdigbearbetningen
måste antingen utföras i svarv med svarvstål, eller också kunna
gängorna slipas färdiga i mått. Fig. 129 a och b visa exempel
på fräsning. Fig. 129 a visar fräsning av tregängad skruv med
trapetsgängor, 185 mm diameter, delning modul 10. Fig.
129 b visar också fräsning av en trapetsgänga men med 6 mm
stigning och 35 mm diameter.
Frasens axel inställes vanligen till stigningsvinkeln för gäng ans
medeldiameter, härigenom erhålles den minsta avvikelsen från
den önskade profilen. Bestämmandet av fräsbredder för olika
stigningsvinklar sker på samma sätt som tidigare beskrivits
för stål. Se sid. 260.
Fräsning med spårfräsar. Korta in- och utvändiga gängor
med större flankvinkel (Whitworth-, metriska-, trapetsgängor
och liknande) kunna tillverkas med valsformiga fräsar, vilkas
profil då motsvarar den önskade gängprofilen.
266
GÄNGMASKINER
OCH
GÄNGVERKTYG
AV ALLA SLAG
FÖRNÄMSTA FABRIKAT
MODERATA PRISER
Maskin a.b. Karlebo
TELEFON: 231430 STOCKHOLM S:Ä KUNGSTORNET
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}