
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Gängskärning - Gängning medelst rullning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
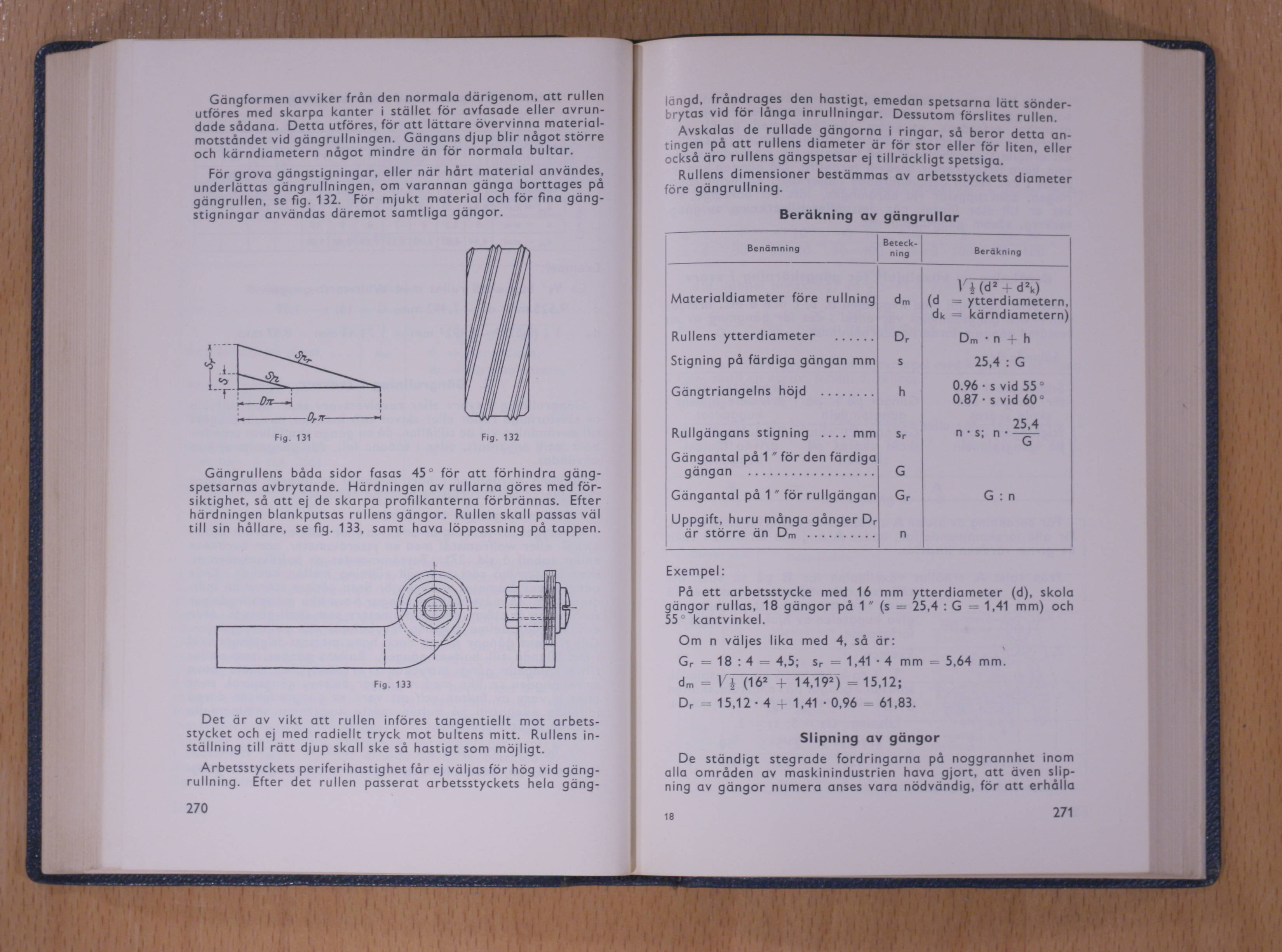
Gängformen avviker från den normala därigenom, att rullen
utföres med skarpa kanter i stället för avfasade eller
avrundade sådana. Detta utföres, för att lättare övervinna
materialmotståndet vid gängrullningen. Gängans djup blir något större
och kärndiametern något mindre än för normala bultar.
För grova gängstigningar, eller när hårt material användes,
underlättas gängrullningen, om varannan gänga borttages på
gängrullen, se fig. 132. För mjukt material och iör fina
gängstigningar användas däremot samtliga gängor.
-Dr7r-
Fig 131
Fig. 132
Gangrullens bada sidor fasas 45 for att förhindra
gängspetsarnas avbrytande. Härdningen av rullarna göres med
försiktighet, sd att ej de skarpa profilkanterna förbrännas. Efter
härdningen blankputsas rullens gängor. Rullen skall passas väl
till sin hållare, se fig. 133, samt hava löppassning på tappen.
F.g 133
Det ar av vikt att rullen införes tangentiellt mot arbets
stycket och ej med radiellt tryck mot bukens mitt. Rullens in
ställning till ratt djup skall ske sä hastigt som möjligt.
Arbetsstyckets perifenhastighet far ej valjas for hog vid gäng
rullning. Efter det rullen passerat arbetsstyckets hela gäng
270
-ngd, fråndrages den hastigt, emedan spetsarna lätt
sönder-ytas vid för långa inrullningar. Dessutom försittes rullen.
Avskalas de rullade gängorna i ringar, så beror detta
an-, ngen på att rullens diameter är för stor eller för liten, eller
:ckså äro rullens gängspetsar ej tillräckligt spetsiga.
Rullens dimensioner bestämmas av arbetsstyckets diameter
:ore gängrullning.
Beräkning av gängrutlar
Benämning
Beteckning
Beräkning
i
Materialdiameter före rullning
dm
(d
1 Ä(d2 - d2k) ; ^ ytterdiametern.i
dk
kärndiametern)
Rullens ytterdiameter ......
Dr
Dm ’fl h
Stigning på färdiga gängan mm
s
25,4 : G
h
0.96 s vid 55 0.87- s vid 60°
Rullgängans stigning .... mm
l
Sr
25,4
n s; n
Gängantal på 1 " för den färdiga
^^^
aänaan ..................
G
Gangantal på 1 " för rullgängan
Gr
i
G : n
Uppgift, huru många gånger Dr
i 1
i
är större än Dm .........
n
1
i
Exempel:
På ett ar betsstycke med 16 mm ytterdiameter (d), skola
gangor rullas, 18 gängor på 1 " (s =- 25,4 : G - 1,41 mm) och
55 kantvinkel.
Om n väljes lika med 4, så är:
Gr 18:4 4,5; sr 1,41 4 mm 5,64 mm.
d
l .• (162 - 14.192) ^ 15,12;
Dr 15,12-4 1,41 -0,96 61,83
Slipning av gängor
De ständigt stegrade fordringarna på noggrannhet inom
alla områden av maskinindustrien hava gjort, att även
slipning av gängor numera anses vara nödvändig, för att erhålla
ie
271
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}