
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Gängskärning - Borrdiametrar för gängade hål - Gängtoleranser
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
Tillverkning av borrgiggar och fixturer bör utföras så att
borrbussningarna lätt kunna borttagas och gängning utföras utan
att giggen behöver lossas från arbetsstycket. Vid
serietillverkning är det dessutom tidsbesparande att, om arbetsstyckena
ej äro för stora, använda flerspindliga borrmaskiner. I de
olika borrspindlarna insättas verktygen i den ordningsföljd,
som behöves för arbetsoperationernas utförande. Någon
utväxling av verktyg under arbetet behöver således ej göras.
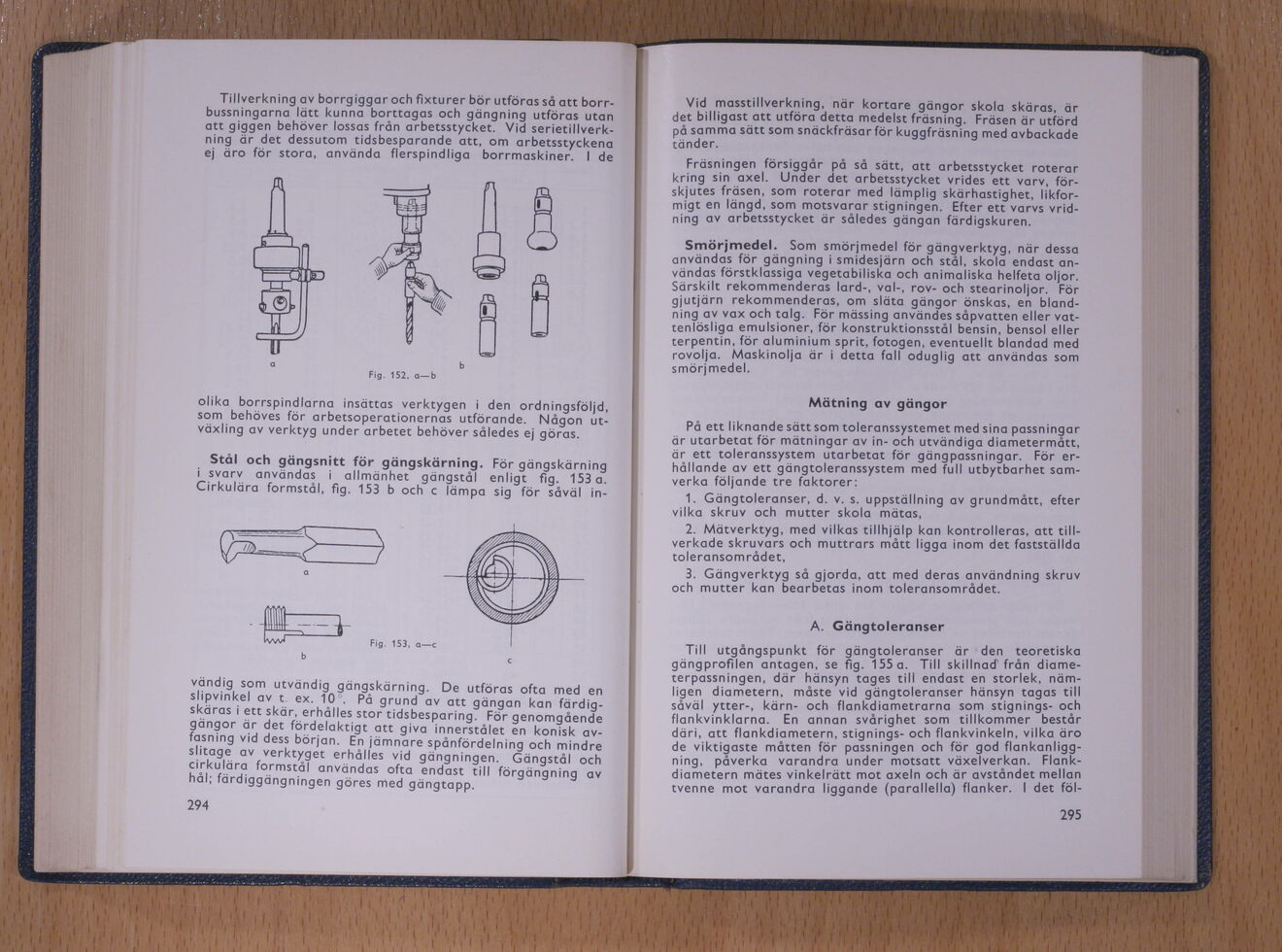
Stål och gängsnitt för gängskärning. För gängskärning
i svarv användas i allmänhet gängstål enligt fig. 153a.
Cirkulära formstål, fig. 153 b och c lämpa sig för såväl invändig
som utvändig gängskärning. De utföras ofta med en slipvinkel av
t. ex. 10°. På grund av att gängan kan färdigskäras i ett skär, erhålles
stor tidsbesparing. För genomgående gängor ar det fördelaktigt att giva
innerstålet en konisk avfasning vid dess början. En jämnare
spånfördelning och mindre slitage av verktyget erhålles vid gängningen.
Gängstål och cirkulära formstål användas ofta endast till förgängning av
hål, färdiggängningen göres med gängtapp.
Vid masstillverkning, när kortare gängor skola skäras, är
det billigast att utföra detta medelst fräsning. Frasen är utförd
på samma sätt som snäckfräsar för kuggfräsning med avbackade
tänder.
Fräsningen försiggår på så sätt, att arbetsstycket roterar
kring sin axel. Under det arbetsstycket vrides ett varv,
förskjutes fräsen, som roterar med lämplig skärhastighet,
likformigt en längd, som motsvarar stigningen. Efter ett varvs
vridning av arbetsstycket är således gängan färdigskuren.
Smörjmedel. Som smörjmedel för gängverktyg, när dessa
användas för gängning i smidesjärn och stål, skola endast
användas förstklassiga vegetabiliska och animaliska helfeta oljor.
Särskilt rekommenderas lard-, val-, rov- och stearinoljor. För
gjutjärn rekommenderas, om släta gängor önskas, en
blandning av vax och talg. För mässing användes såpvatten eller
vattenlösliga emulsioner, för konstruktionsstål bensin, bensol eller
terpentin, för aluminium sprit, fotogen, eventuellt blandad med
rovolja. Maskinolja är i detta fall oduglig att användas som
smörjmedel.
Mätning av gängor
På ett liknande sätt som toleranssystemet med sina passningar
är utarbetat för mätningar av in- och utvändiga diametermått,
är ett toleranssystem utarbetat för gängpassningar. För
erhållande av ett gängtoleranssystem med full utbytbarhet
samverka följande tre faktorer:
1. Gängtoleranser, d. v. s. uppställning av grundmått, efter
vilka skruv och mutter skola mätas,
2. Mätverktyg, med vilkas tillhjälp kan kontrolleras, att
tillverkade skruvars och muttrars mått ligga inom det fastställda
toleransområdet,
3. Gängverktyg så gjorda, att med deras användning skruv
och mutter kan bearbetas inom toleransområdet.
A. Gängtoleranser
Till utgångspunkt för gängtoleranser är den teoretiska
gängprofilen antagen, se fig. 155a. Till skillnad från
diameterpassningen, där hänsyn tages till endast en storlek,
nämligen diametern, måste vid gängtoleranser hänsyn tagas till
såväl ytter-, kärn- och flankdiametrarna som stignings- och
flankvinklarna. En annan svårighet som tillkommer består
däri, att flankdiametern, stignings- och flankvinkeln, vilka äro
de viktigaste måtten för passningen och för god
flankanliggning, påverka varandra under motsatt växelverkan.
Flankdiametern mätes vinkelrätt mot axeln och är avståndet mellan
tvenne mot varandra liggande (parallella) flanker. I det föl-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}